成形不良対策一覧
-
 バリ
バリ射出成形で発生した成形不良『バリ』の発生原因と対策を学ぶ
射出の成形不良『バリ』とは 「バリ」とは、金型の合わせ面の隙間や突き出しピンなどの隙間から樹脂が溢れる現象です。 成形品の形状からプラスチックがはみ出した状態のことを言います。 > (株)関東製作所が実際に行った『バリ』の具体的な対策とは? 射出成形による不具合、『反り・バリ・シルバーストリーク・キャビとられ・ウェルドライン・ボイド』の発生原因と、…
-
 シルバーストリーク
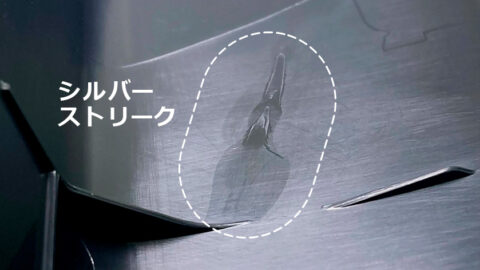
シルバーストリーク射出成形で発生した不良『シルバーストリーク』の発生原因と対策を学ぶ
射出の成形不良『シルバーストリーク』とは 射出成形時、樹脂の中で発生したガス(空気)が金型内で引き伸ばされ、その筋状になった『流動痕』が、樹脂の表面に銀色の筋となって現れてしまう現象を言います。 成形品の表面に現れてしまうため外観不良となり、正しい対策が必要となります。 【射出成形ラボの簡易金型サービスはこちらより】 > 最短納期を2週間で!180ton射出成…
-
 反り
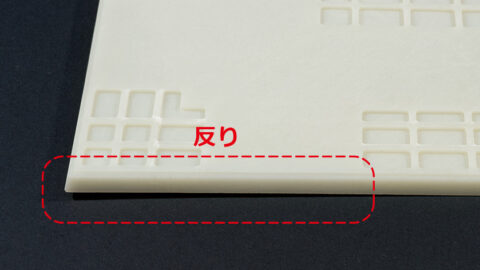
反り射出成形で発生した成形不良『反り』の発生原因と対策を学ぶ
板形状に対する『反り』の発生メカニズム 一般的には、冷却された樹脂製品が、金型から取り出した直後に変形を起こしてしまう現象です。 この反りが発生するメカニズムには、主に 形状が原因となる成形収縮 成形条件の樹脂温度・金型温度・射出圧力などが原因となる残留応力 成形品の離型時の突き出しのピン位置・本数・状態・タイミングなどが原因となる外部応力 などあります。その中でも、…
-
 ウェルドライン
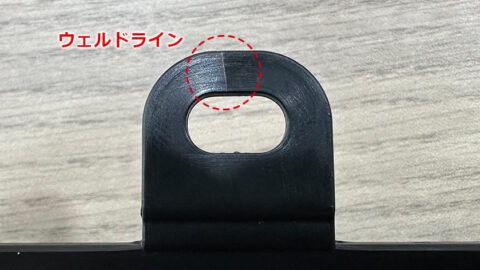
ウェルドライン射出成形で発生した成形不良『ウェルドライン』の発生原因と対策を学ぶ
射出成形における『ウェルドライン』の発生メカニズムとは ウェルドラインとは、成形材料の樹脂が金型内を分岐したのち再び合流するとき、樹脂温度が低下して樹脂同士が完全に融合せず融着不良となってしまう成形不良です。金型に接した樹脂は急速に冷却され固化し、合流ポイントにてV字型の溝が出来てしまうのが特徴です。 外観上、傷のような見た目なので、意匠部品では完全にNGです。またウェルドライン部分に外から負…
-
 ヒケ
ヒケ射出成形で発生した成形不良『ヒケ』の発生原因と対策を学ぶ
射出成形の成形不良『ヒケ』とは ヒケとは、成形品の表面が凹んでしまう現象です。写真のようなプラスチック製品の表面にできる窪みがヒケです。 射出成形において、ヒケは主にリブ形状のある箇所に発生しやすいです。 ヒケに関する改善策を、無料ダウンロード頂ける技術資料「ヒケの対策・改善策」にて詳しくご説明しています。ボスに発生するヒケ対策の製品設計や「成形時にヒケを抑える3つの改善…
-
 ボイド
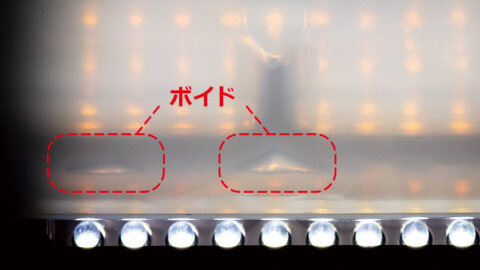
ボイド射出成形で発生した成形不良『ボイド』の発生原因と対策を学ぶ
ボイド(気泡)の発生メカニズム 一般的にボイド(気泡)は成形品の内部に空気の泡が発生する現象です。レンズやプリズムのような透明な成形品では、外観不良や光学特性不良になってしまいます。また機構部品、機能部品では強度の低下や破壊の原因になったりします。 成形品肉厚部の中心は、成形品の表面に比べて成形冷却が遅れるので、早く冷えて収縮の起こる表面の方向に樹脂が引き寄せられます。成形収縮がその中心部に集…
-
 キャビとられ
キャビとられ射出成形で発生した成形不良『キャビとられ』の発生原因と対策を学ぶ
射出の成形不良『キャビとられ』とは 金型の動きとしては本来、成形品が金型のコア側に張り付いた状態で、コアが稼働し開きます。(下図③) その後、コア側の『エジェクターピン』が押し出されることで、成形品を取り出すことができます。(下図④) 『キャビとられ』とはすなわち、ある原因で金型のキャビティ―側に成形品が固定されてしまい、成形品が取り出せない不具合のことを言います…
-
 ウェルドライン
ウェルドライン流動解析で『ウェルドライン』を事前に把握 – 金型でのガス抜き位置を予測 –
金型内に樹脂をどう流し込むか?充填パターンの設計 射出成形において『金型内に樹脂をどう充填させるか』を設計することは、成形不良発生の低減につながります。 業界問わずプラスチック製品、特に射出成形品は、再現できる形状にさほど制限はないため、千差万別の形状が存在します。そのため製品ごとに最適な樹脂の流し方、つまり『充填パターン』を導き出す必要があります。 例えば製品によっては射出のゲートは単数?…
-
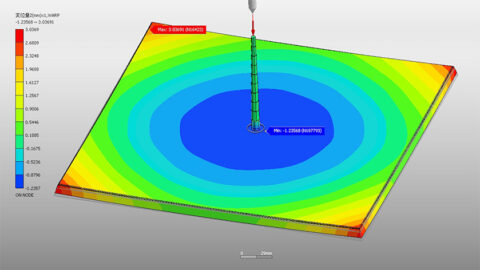 反り
反り流動解析にて『反り』を事前シミュレーション – 金型製作後の設変を低減 –
様々あるプラスチックの『反り』原因 成形後、プラスチック製品に『反り』が発生する原因は様々あります。特に代表的なものとして キャビティ側とコア側で部分的に熱の逃げやすさが異なり、固化していない部分が引っ張られる 熱などの外的要因ではなく、そもそも製品が持っている形状由来が原因 そのほかにも射出成形条件や樹脂材料が原因など、射出成形不良の中でも『反り』は特に頻繁に起こります。 …


お電話でのお問い合わせ先
射出成形ラボ運営組織:株式会社関東製作所 マーケティング課(名古屋支店)〒452-0821 愛知県名古屋市西区上小田井2-116
お問い合わせ先番号
お電話での受付時間
10:00 - 18:00