目次

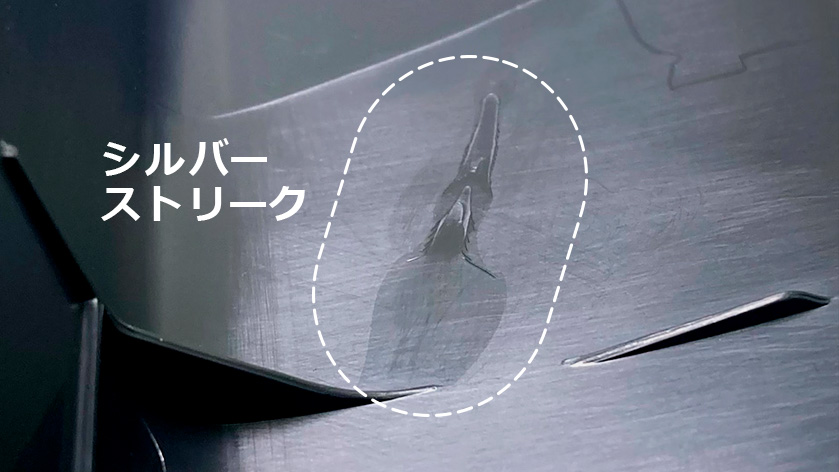
射出の成形不良『シルバーストリーク』とは
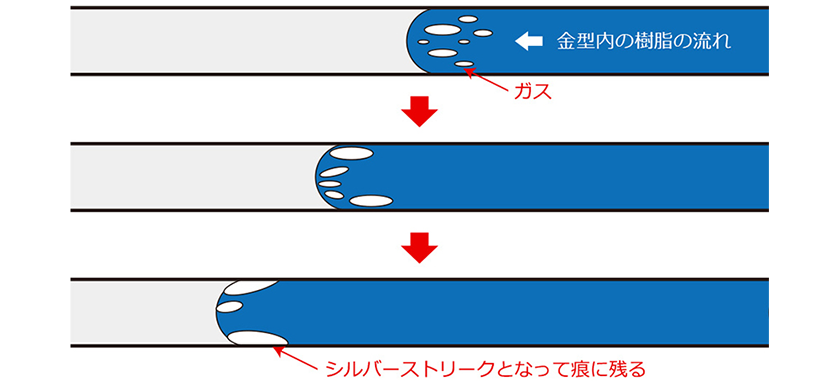
射出成形時、樹脂の中で発生したガス(空気)が金型内で引き伸ばされ、その筋状になった『流動痕』が、樹脂の表面に銀色の筋となって現れてしまう現象を言います。
成形品の表面に現れてしまうため外観不良となり、正しい対策が必要となります。
【射出成形ラボの簡易金型サービスはこちらより】
> 最短納期を2週間で!180ton射出成形機用の簡易金型を、60万からご提供いたします。
シルバーストリークの発生原因と対策
シルバーストリークが発生する原因としては、材料である樹脂の乾燥不足、成形機のシリンダー内の脱気不良(水分、揮発分等)、滞留焼け、加熱分解、金型内のエアー巻き込みなどが原因として挙げられます。
[金型] による改善対策
| 原因 | 対策 |
|---|---|
| ①ガス抜き(エアー抜き)が悪い | 金型内の適所に、ガス抜き構造を組み込む |
| ②ゲートの位置が適所でない | 適切なゲート位置を導き出し、金型を再設計する |
| ③ゲート・ランナー・スプルが製品に比べ小さい | ゲート・ランナー・スプルのサイズアップをする |
また、以上の他にも金型において
- コールドスラグウェルの追加、延長する。
- 糸引きスプルではないか確認し交換する。
- スプルからゲートまでの途中で狭くなっているところが無いか確認する。
なども改善対策として挙げられます。
【射出成形ラボの簡易金型サービスはこちらより】
> 最短納期を2週間で!180ton射出成形機用の簡易金型を、60万からご提供いたします。

[成形] による改善対策
| 原因 | 対策 |
|---|---|
| ①成形材料の一部が熱分解し、揮発性物質が生じる | シリンダー温度を下げる、または成形サイクルの短縮を図る |
| ②材料の可塑化不足 | 可塑化を良くする |
| ③射出速度が速い | 射出速度を遅くし、せん断熱の発生を抑える |
| ④射出圧力の不足 | 射出圧力を充分にする |
| ⑤スクリューに空気が巻き込まれる | 背圧をかける |
| ⑥金型温度が低い | 金型温度を上げる |
また、以上の他にも金型において
- 成形材の予備乾燥条件を確認し、適正な乾燥を行う。
- スクリューシリンダーの回転数を下げる。(空気のかみ込みを避ける)
-
スクリュー内の停滞時間を短くする。
などもシルバーストリークの改善対策として挙げられます。
[材料] による改善対策
| 原因 | 対策 |
|---|---|
| ①材料の水分、その他揮発分の気化 | 材料を充分に乾燥させる |
| ②金型面の水分・離型剤の付着 | キャビティ面をよく拭き取り、水、離型剤を除く |
[製品形状] による改善対策
| 原因 | 対策 |
|---|---|
| ①肉厚変動部の空気の巻き込み | 肉厚を出来るだけ均一にする |
| ②リブ部・ボス部の空気の巻き込み | リブ・ボスの根元に微妙なRをつける |
対策事例 - 『入れ子割り』で金型内部を流れるガスを抜く -

製品は現在開発段階のため詳細は公開できませんが(2021年12月現在)、製品用途やサイズ等のスペック情報は以下になります。
| 製品用途 | 車両シートの下部部品 |
|---|---|
| 製品寸法 | 70㎜ × 75㎜ × 380㎜ |
| 樹脂材料 | PP(ポリプロピレン) |
| 製品特性 | 細長L字形状。左右先端と中央部に相手物と結合する突起物あり。 |
今回の事例では、シルバーストリークはリブ部の根元部分に発生していました。5か所あったリブの根元部分すべてにです。
まずは前述にある『[材料] による改善対策』と、『[成形条件] による改善対策』の①から⑥までの対策を掛け合わせ、何百通りもある組み合わせの中から検証を行いました。
検証の結果、『[成形条件]による改善対策の①から⑥』を試しても、シルバーストリークの発生箇所は常にリブ部の根元でした。
その結果より、原因は『リブ部のガス(エアー)の巻き込み』と断定。このガス(エアー)の巻き込みを、『[成形条件]による改善対策』で解消することは無理であると判断しました。
決定した対策方法は、『入れ子割り』で金型内部を流れるガスを抜く!です。
その作業工程はぜひ、無料ダウンロード頂ける技術資料「成形不良の原因と対策」にてご確認下さい。シルバーストリークの対策だけでなく、「反り」「ボイド」など、射出成形特有の成形不良対策の事例を掲載しております。