目次
抜き勾配とは
金型における抜き勾配とは、成形品を金型から抜くために必要な勾配の事です。この抜き勾配が無いと、金型と成形品の間に隙間がないためスムーズに離型することができず、スレや白化、キズ、トラレ、変形、取出し不可など、様々な成形不良の原因になります。
高品質な製品を生産するためにも、抜き勾配とは金型にとって必要不可欠な要素となります。
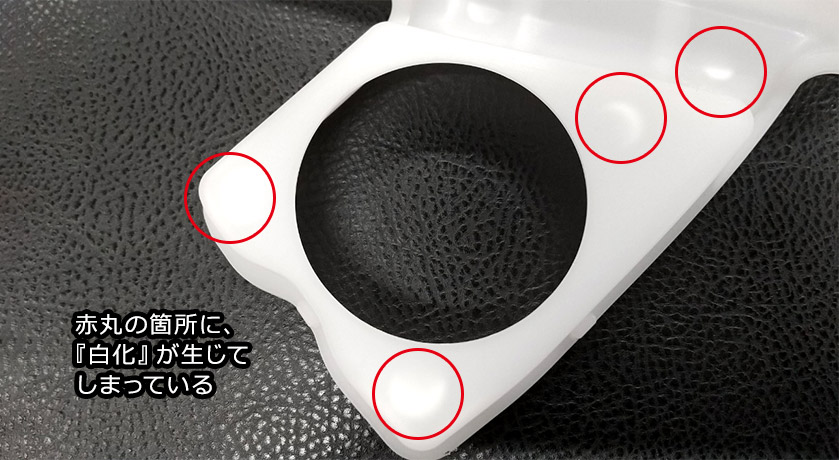
- 白化 … 成形品の表面が白くなる現象
- スレ … 金型と成形品が擦れて傷がつく現象
- トラレ… 金型の固定側(キャビティ)に成形品が固定されてしまい、取り出せなくなってしまう現象
その他にも、下記リンクから射出成形における成形不良の種類や、その発生原因と対策方法を解説しています。
> 『キャビトラレ』『バリ』『ヒケ』『ウェルドライン』など射出成形における不良対策を学ぼう
【射出成形ラボの簡易金型サービスはこちらより】
> 最短納期を2週間で!180ton射出成形機用の簡易金型を、60万からご提供いたします。
抜き勾配の必要性
金型には固定側(キャビティ)と可動側(コア)があり、射出成形機に金型を乗せ、樹脂を充填して冷却した後、可動側を動かすことで成形品を取り出す仕組みになっています。
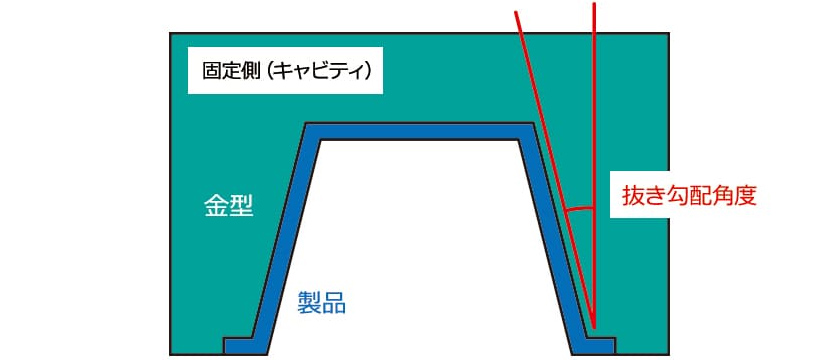
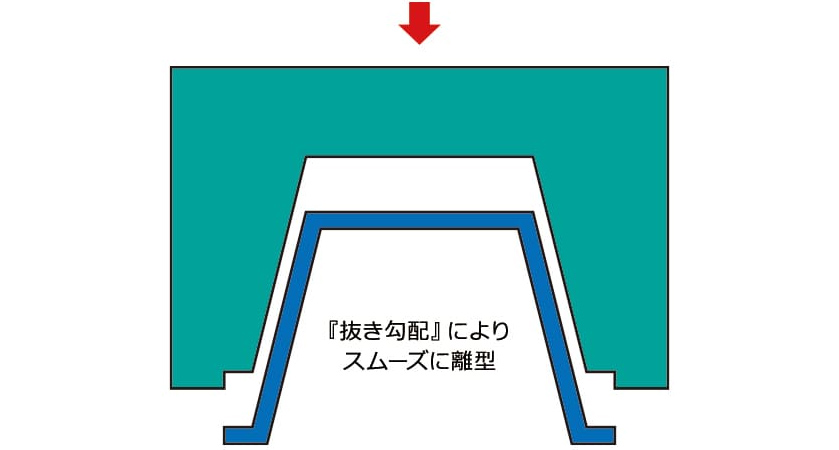
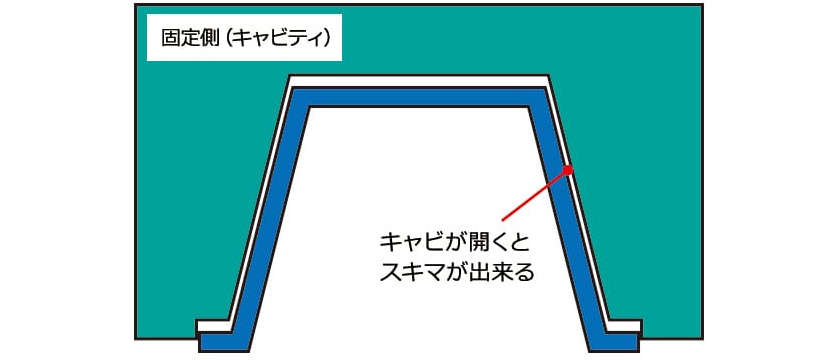
金型にしっかりと抜き勾配を構成した成形品は、型と製品にわずかな隙間が生じるため、スムーズな離型が可能となります(下記キャビティ金型のイラスト図)。つまり前述のような成形不良は起きづらいでしょう。
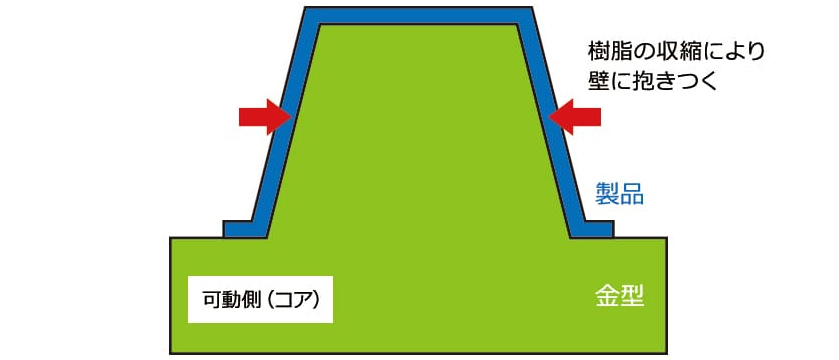
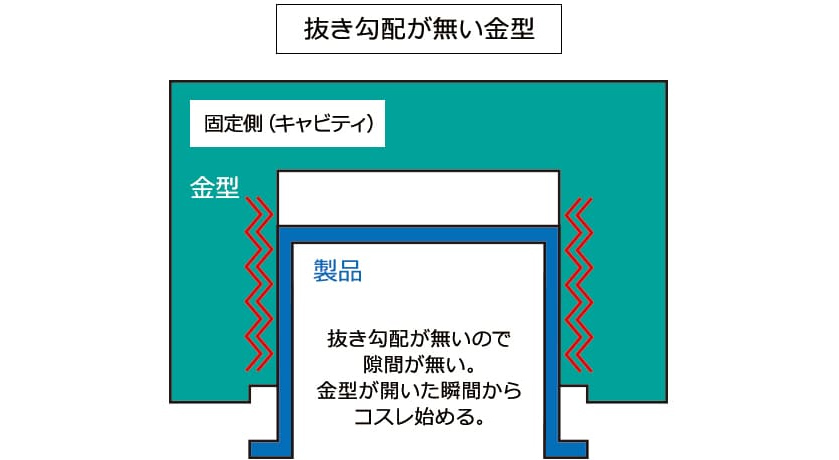
しかし抜き勾配が不十分、または無い場合は、上記の可動側(コア)金型のイラスト図のように、樹脂の収縮によって成形品が金型に張り付いてしまいます。そのため、エジェクターピン(押出ピン)で押し出す際に、無理な力がかかり、成形品の押し出し部に白化の不良が発生する可能性があります。
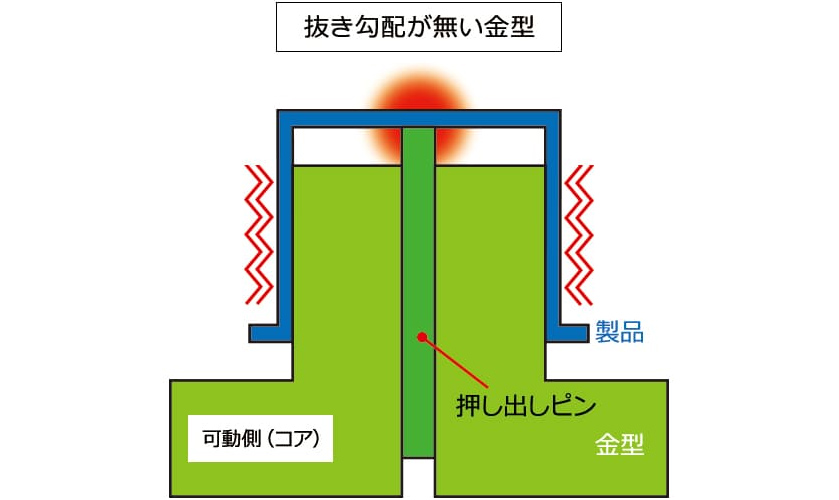
場合によっては成形品を突き破ることもあるため、できるだけ角度の大きい抜き勾配が求められます。
抜き勾配「0度」が可能な形状も
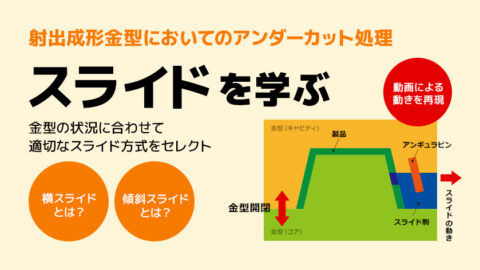
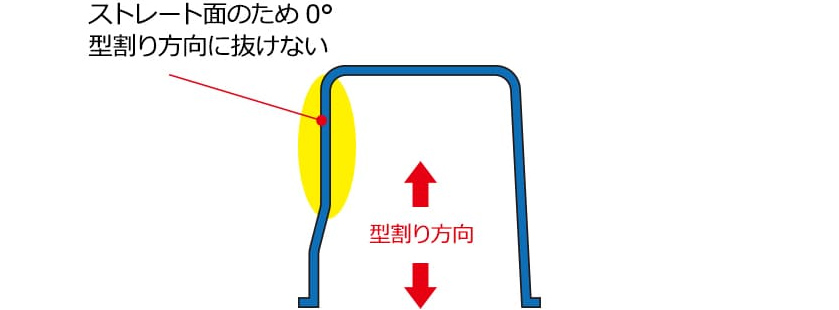
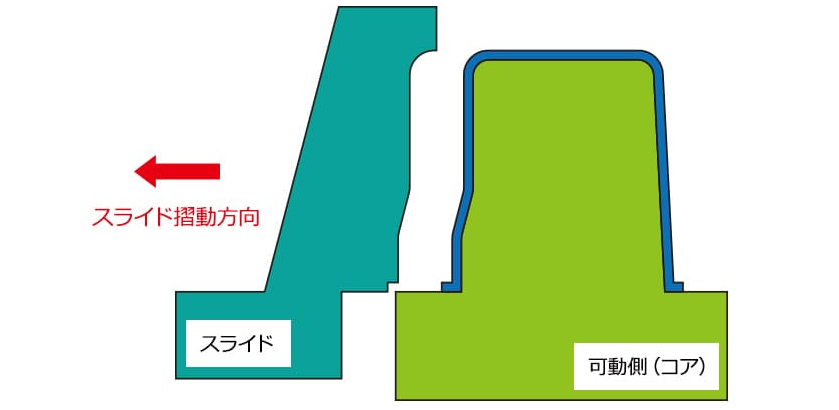
下図のような製品形状の場合、型構造的には抜き勾配のないストレート面(抜き勾配0度)となり、アンダーカット扱いとなります。そのため多くの場合、スライド機構が必要となります。
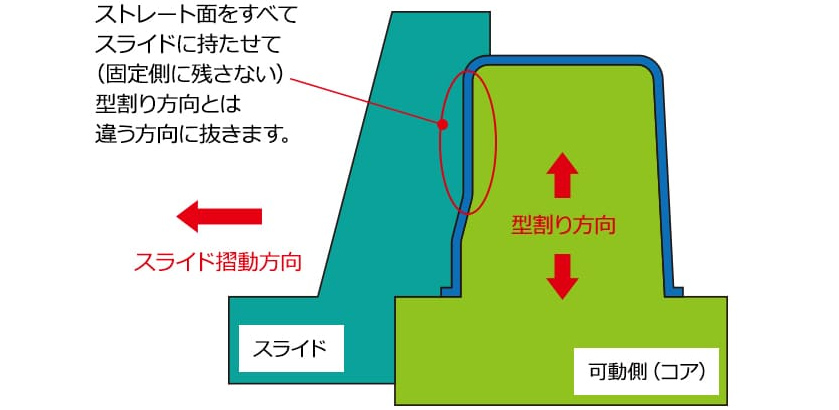
ストレート面をスライドで抜く
固定側(キャビティ)の場合、一般的に型構造上では抜き「勾配0度」の設定ができます。スライドを固定側(キャビティ)に設定し、下図のようにストレート面を全てスライドで抜くことで、抜き勾配0度が可能になります。
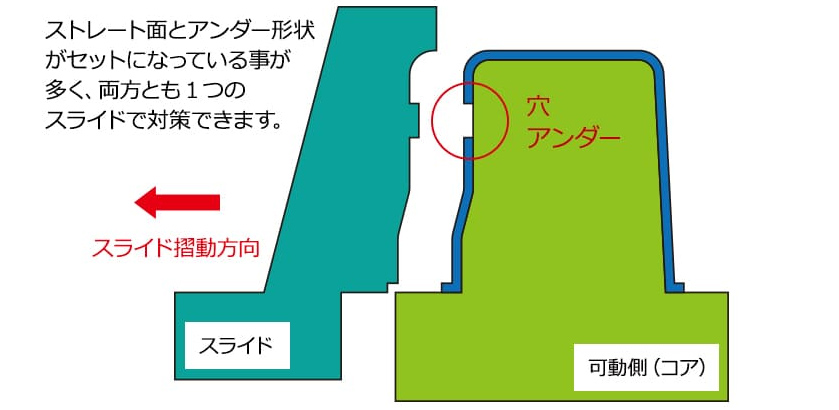
この方法であれば下図のように、同じ場所にアンダーカットがある場合も、一つのスライド構成で解決ができます。
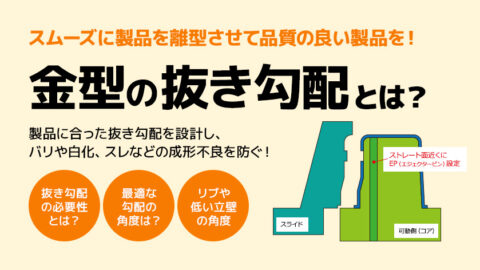
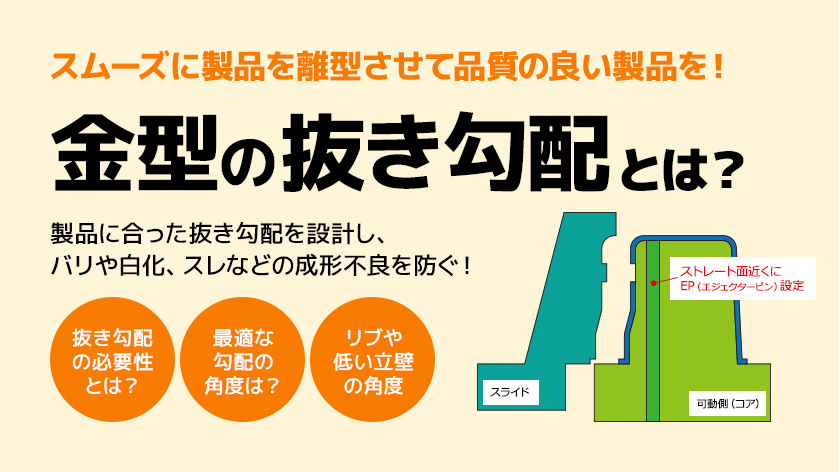
EP(エジェクターピン)の設定位置を変える
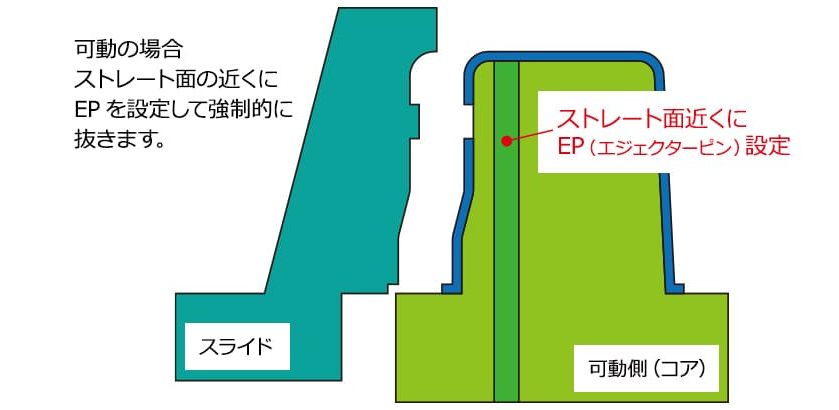
可動側(コア)の場合、ストレート面のそばに上手くEPを設定することで強制的に成形品を押し出します。また、図のような角EPを用いて、製品を押し出す方法もあります。
ここで気を付けなければいけない点は、ストレート面がある場合でも突き出し機構によって離型させることは可能ですが、離型抵抗が強くなるため白化の原因になってしまうということです。
抜き勾配が無くても、可動側(コア)も固定側(キャビティ)も箇所によっては対応できる可能性はありますが、基本的には抜き勾配が無いと離型は成立しないというのを心がけましょう。
【射出成形ラボの簡易金型サービスはこちらより】
> 最短納期を2週間で!180ton射出成形機用の簡易金型を、60万からご提供いたします。

一般的な抜き勾配の数値
抜き勾配の角度として一般的に挙げられているのが以下の数値になります。
| 設定箇所 | 一般的な推奨角度 |
|---|---|
| キャビティ | 1°以上 |
| コア | 0.5°以上 |
| リブ・ボス | 0.5°程度 |
| シボ面 | 最低3° |
| 意匠面(表面) | 5°以上 |
ここで記されている数値はあくまで目安になります。成形条件や金型の機構、製品形状、成形材料、表面処理、さらにはシボの有無などによって成立する角度は変わってきます。
冒頭で説明した通り、勾配が少ない場合は、スレや白化、トラレの原因となりますので、慎重に勾配を設定していきましょう。
抜き勾配の角度を具体的に紹介
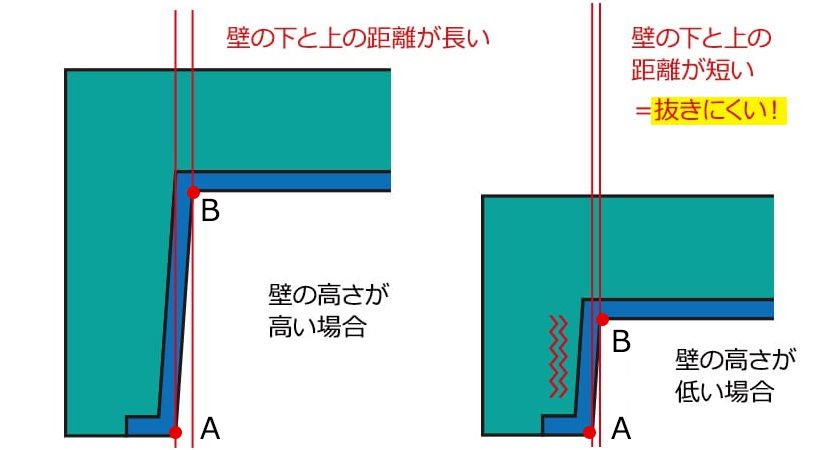
低い立壁
低い立壁の場合、高い立壁と同じ角度の勾配を確保していても、離型抵抗になる可能性があり注意しなければいけません。
立壁の高さによって推奨される抜き勾配の角度は異なり、高い立壁であれば、点Aと点Bに距離があるため小さい角度でも緩やかに製品を抜くことができますが、低い立壁の場合は、点Aと点Bの距離が短く抜きづらいため、大きな角度が求められます。
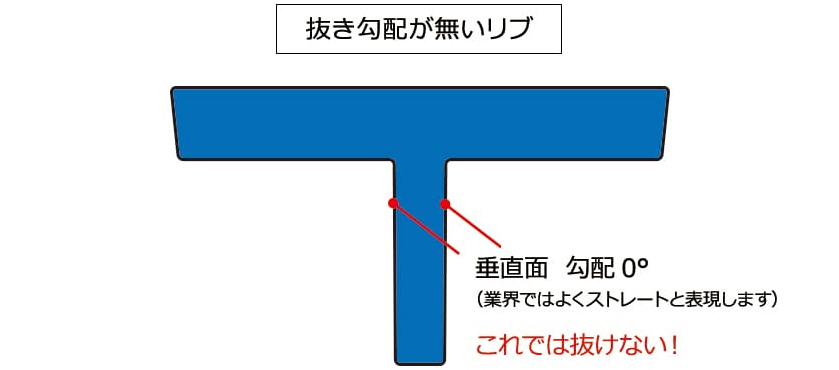
リブの抜き勾配
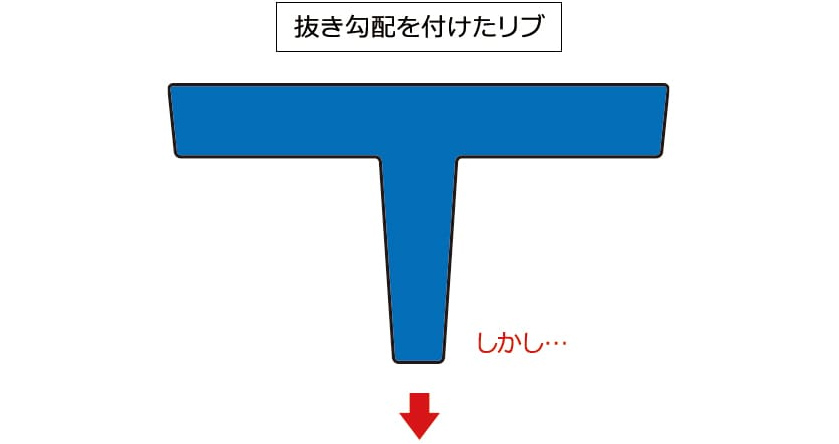
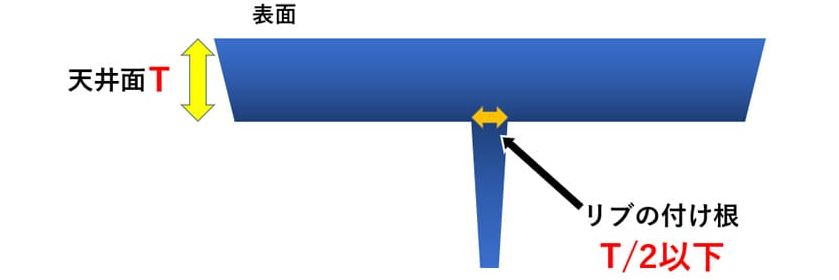
リブに抜き勾配を設定する必要がある場合は、先端寸法はキープしたまま、先端を基準にし、製品本体に向かって太くなるように勾配を取ります。
勾配を付ける事によって結合部分の板厚が厚くなり、意匠面にヒケが発生する可能性が高くなりますが、リブの肉厚を調整することで軽減できます。
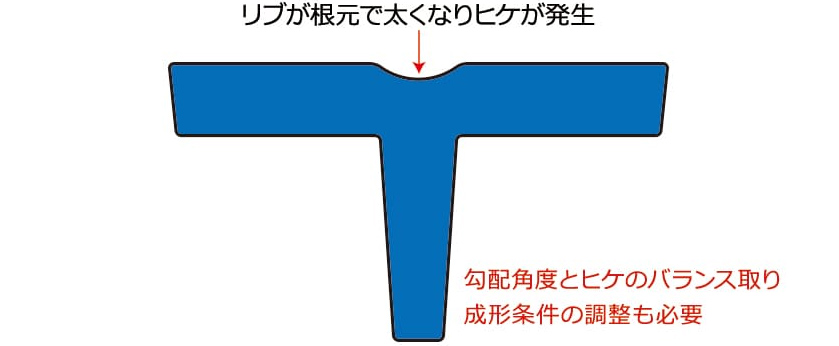
肉厚を調整するポイントは、天井部分の肉厚をTとして、リブの付け根の肉厚をTの1/2以下に設計することです。
樹脂は、素材によって収縮率が異なるため、下記の表を参考に設計を行いましょう。
| 樹脂 | 板厚(T)に対する比率 | 例)T=3.0の場合のリブの根元の肉厚 |
|---|---|---|
| PC | 60% | 1.8 |
| ABS | 50% | 1.5 |
| PP | 40% | 1.2 |
さらに詳しいヒケの対策については、下記をご参考ください。
> 『ヒケ』の発生する原因と対策方法とは?
【射出成形ラボの簡易金型サービスはこちらより】
> 最短納期を2週間で!180ton射出成形機用の簡易金型を、60万からご提供いたします。
まとめ
今回ご紹介したように、抜き勾配は、形状や材質などによって設計ポイントが異なります。
製品に合った抜き勾配を設計しなければ、バリや白化、スレなどの成形不良に繋がるため、知識や経験を持った金型設計の熟練者によるアドバイスが必要不可欠となります。
(株)関東製作所では、経験豊富なスタッフが、流動解析などを用いて最適なご提案をさせていただきますので、是非お気軽にご相談ください。
お問い合わせ・技術相談は(株)関東製作所にて承ります。
> [お問い合わせ] 射出成形ラボを運営する(㈱)関東製作所です。
お電話でのお問い合わせ
TEL.052-325-6380 [受付時間] 10:00 - 18:00