目次

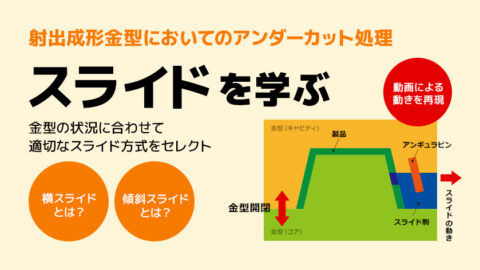
スライドとは
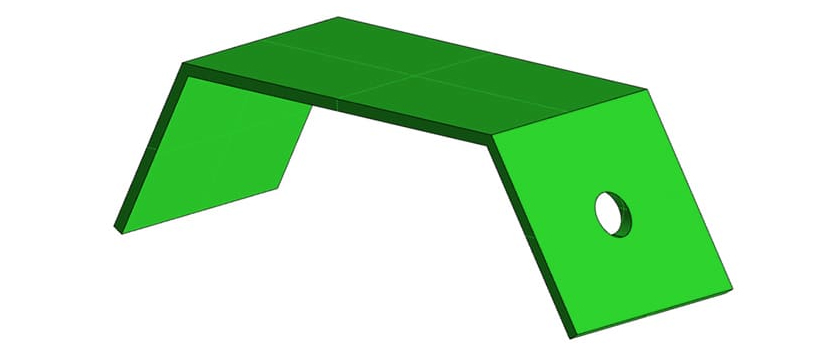
プラスチック成形を行う際の金型を使用した工法では、アンダーカットの処理をどのようにするかが課題になります。アンダーカットとは、金型の型開きだけでは成形品が離型できない形状のことを指します。
(下図の模型の場合、側面に開いている穴がアンダーカットになります)
> 金型のアンダーカットに関する記事はこちらよりご確認ください
このようなアンダーカットを処理する為には、金型に「スライド」と呼ばれる機構を追加する事によって、問題なく製品を金型から離型する事ができるようになります。
スライドの中にも複数の種類があり、例えば型開きや押し出し、油圧などの力を利用して、駒を摺動(スライド)させます。今回はその中でも基本的な「横スライド(アンギュラスライド)」と「傾斜スライド」について解説致します。
【射出成形ラボの簡易金型サービスはこちらより】
> 最短納期を2週間で!180ton射出成形機用の簡易金型を、60万からご提供いたします。
横スライド(アンギュラスライド)の基礎
横スライド(アンギュラスライド)とは、成形品の外側に駒を摺動させてアンダーカット部分を処理する方法です。
具体的な仕組みは下の図をご参照下さい。
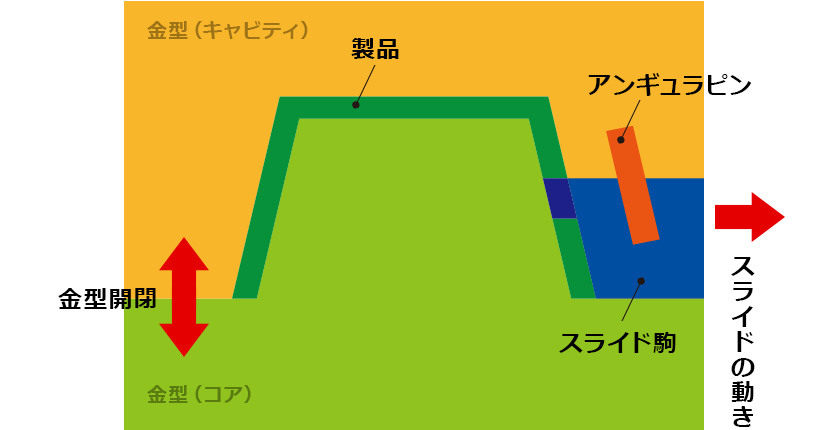
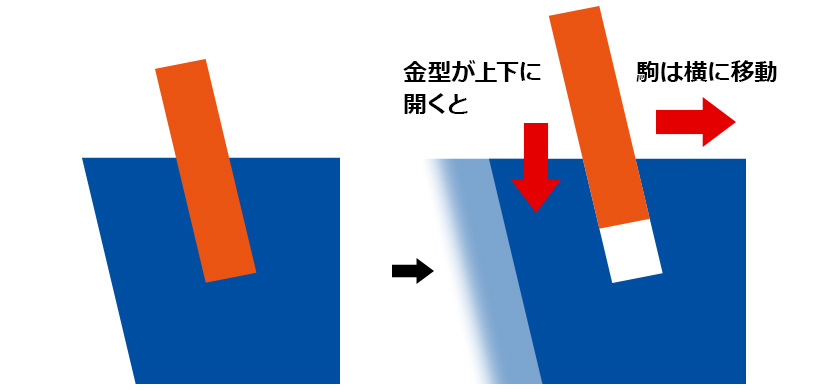
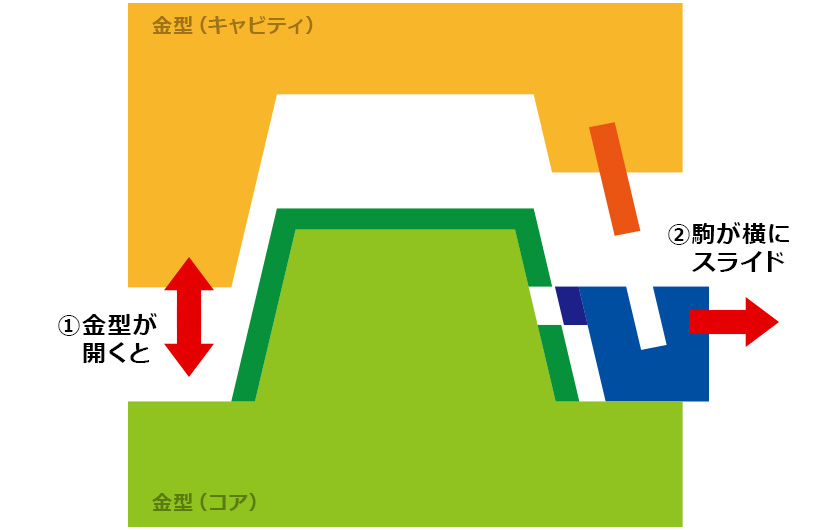
金型のキャビティ側に斜めにピンを立てる事で、「型開きの上下の力」が「駒を横に動かす力」に変換されます。
「横スライド(アンギュラスライド)」はアンダーカットの処理方法の中でも最も多く使用されるスライドの種類です。通常、金型のキャビティ側に設置されます。
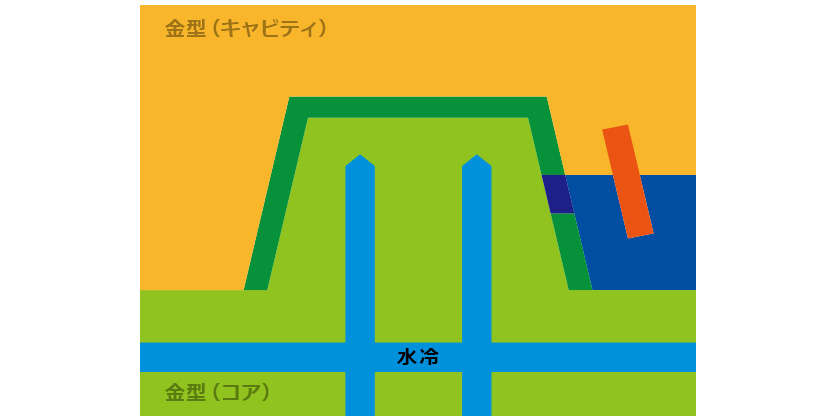
金型のコア側には、押出部品や冷却構造などを配置する必要があり、スペースが限定されてしまいます。その点、この「横スライド(アンギュラスライド)」は、前述のとおり、金型のキャビティ側に駒とアンギュラピンを設定できるので、比較的配置しやすいのがメリットでしょう。
横スライド(アンギュラスライド)が相応しくないケースとは
しかし横スライド(アンギュラスライド)が万能という訳ではありません。
大量生産を行う射出成形では、しばしば1つの金型で複数個取りすることがあります。横スライド(アンギュラスライド)は成形品の外側に駒が摺動する為、「成形品サイズ+α」のスペースが必要となります。
例えば下の図のような場合には、スライド同士が干渉してしまう為、アンダーカットを処理できません。金型サイズや成形機サイズのアップをすれば成形が可能になるケースが多いですが、金型や成形機のサイズが上がることは、つまりコストアップに直結してしまいます。
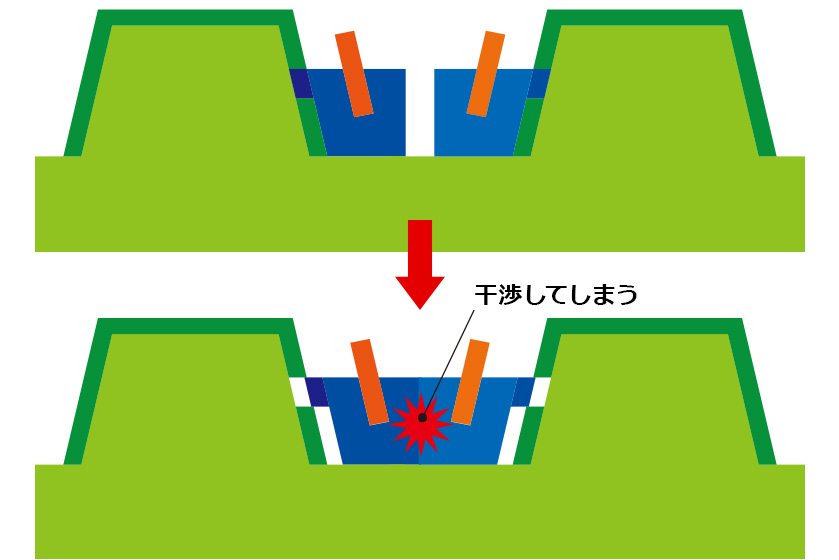
このような場合は、成形品の外側で駒摺動を行う横スライド(アンギュラスライド)ではなく、傾斜スライドを用います。
傾斜スライドの基礎
傾斜スライドは、成形品の内側に駒を摺動させてアンダーカット部分を処理する方法です。
具体的な仕組みは下の図をご参照下さい。
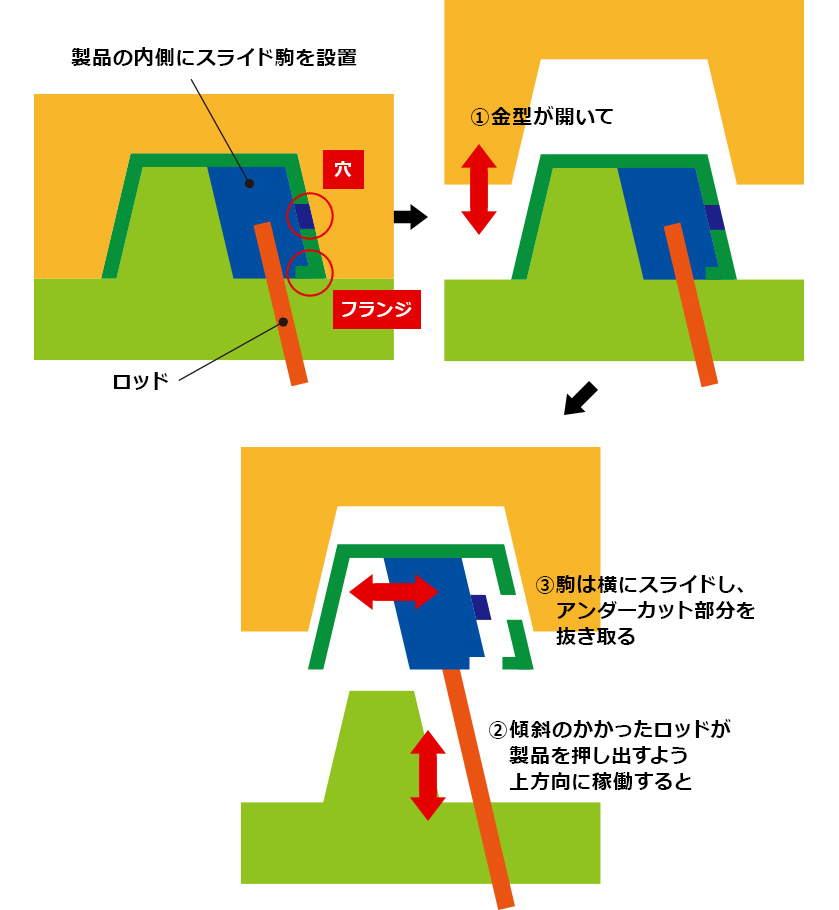
金型のコア側に配置する押出ピンの一部を「傾斜スライド」にすることで、成形品を押し出しながらアンダーカットから駒を抜くことができます。
前述したような横スライド(アンギュラスライド)では、他部品と干渉してしまうような場合や、成形品の内側にあるフランジなどには、この傾斜スライドが採用されます。
【射出成形ラボの簡易金型サービスはこちらより】
> 最短納期を2週間で!180ton射出成形機用の簡易金型を、60万からご提供いたします。

その他のアンダーカットの処理方法
横スライドと傾斜スライドがあれば、全てのアンダーカットが処理できるという訳ではありません。両者とも型開きで発生する力を使って駒をスライドさせる仕組みですが、型開きの力だけではスライド量(摺動量)に限界があったり、容器のキャップのようなネジ構造なども、傾斜スライドでは処理できません。
このような特殊なアンダーカットには、個々に適した特殊なスライド方法もあります。
油圧スライド
横スライドではスライド量の足りない場合に、型開きの力ではなく油圧の力で駒を摺動させてアンダーカットを処理する方法です。
ネジ抜き(サーボモータ)
キャップなどの内側にネジ構造がある場合、サーボモーターで駒を回転させてアンダーカットを処理する方法です。
無理抜き
形状や材質の制約がありますが、スライドなどの構造を設けず、押し出しの力のみで無理やりアンダーカットを処理する方法です。
スライドの有無が金型コストを左右する?
射出成形の金型とは、数百~数千の部品が組み合わさって構成されています。射出成形の場合、製品形状も複雑になりがちで、さらにその内部にアンダーカット処理を施すなど、様々な条件や制約をかいくぐり、スライド機構を組み込む必要があります。
つまり、スライドの有無、処理方法によって金型コストは数十万円以上変わってしまいます。
(株)関東製作所は、開発初期からお客様の製品開発をサポートできる体制を整えておりますので、お困りのことがあれば下記よりお気軽にご相談下さい。
お問い合わせ・技術相談は(株)関東製作所にて承ります。
> [お問い合わせ] 射出成形ラボを運営する(㈱)関東製作所です。
お電話でのお問い合わせ
TEL.052-325-6380 [受付時間] 10:00 - 18:00