目次
アンダーカットとは
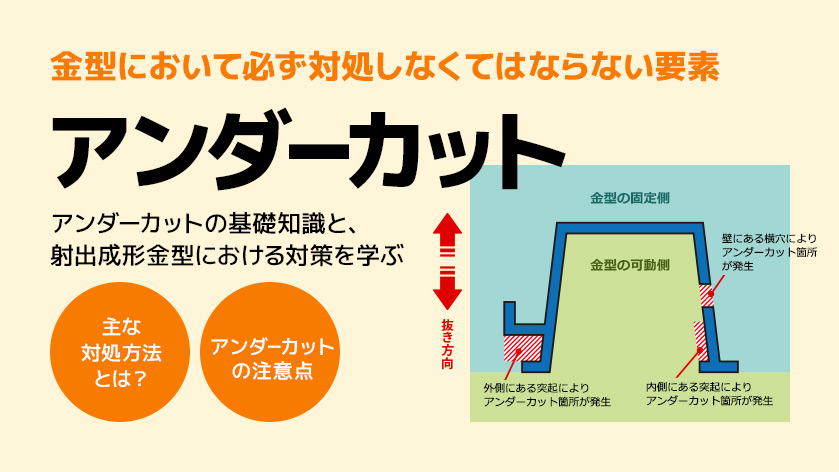
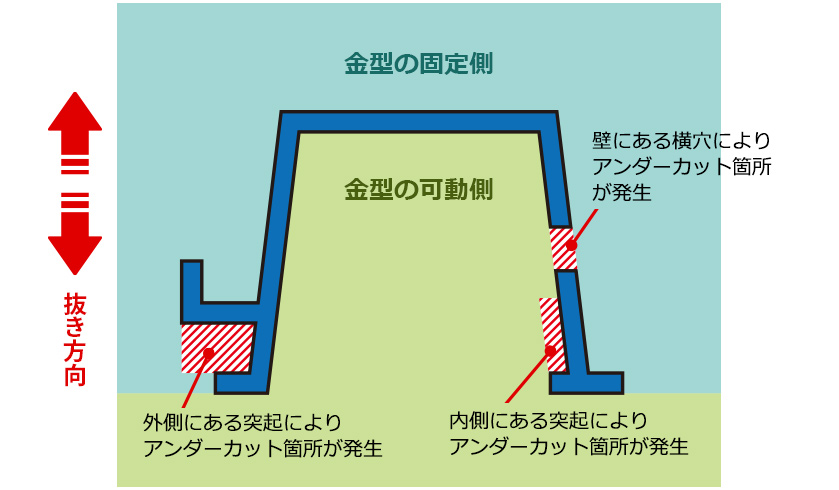
アンダーカットは、プラスチック成形の際に金型から成形品を取り出すときに生じる特定の形状上の課題を指します。具体的には、成形品が金型の開閉方向に離型できない形状部分が存在することを指し、これが取り出しを難しくする主な要因です。
このアンダーカットが存在する場合、通常の手法では成形品を効率的に取り出すことができません。なぜなら、離型が難しい形状部分があるため、取り出し時に問題が生じるからです。

この問題に対処するためには、金型には追加の特殊な機構や工夫が必要です。これにより、成形品をスムーズかつ確実に取り出すことが可能となります。
一般的に、アンダーカットの箇所は、製品を上から見たときに影ができる部分として確認されます。例えば、製品の壁に存在する横穴や、外壁や内壁から突き出ている突起物などがこれに該当します。
これらのアンダーカット部分の理解と適切な取り扱いは、成形プロセスにおいて重要です。
【射出成形ラボの簡易金型サービスはこちらより】
> 最短納期を2週間で!180ton射出成形機用の簡易金型を、60万からご提供いたします。
アンダーカット対策のスライド構造
アンダーカットの対策として、一般的に金型に組み込まれる「スライド」機構について、より詳細に説明します。
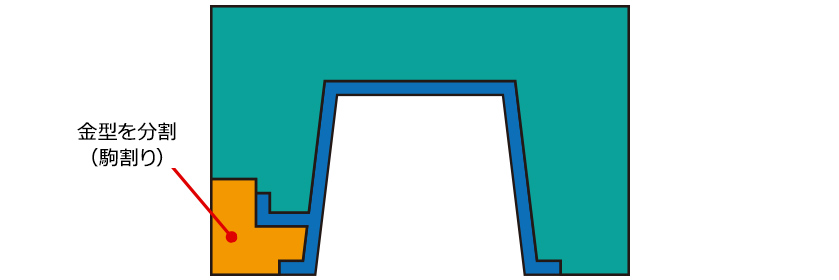
アンダーカットが発生する形状部分を解決する手段として、金型内でアンダーカット形状を分割し、金型の型開き方向とは異なる方向に摺動(スライド)させることがあります。このアプローチにより、アンダーカットの問題を克服し、成形品を円滑に取り出すことが可能となります。
具体的なプロセスは以下の通りです。
スライドの動きの順序
下図のように、まずはアンダー形状部を金型分割します。
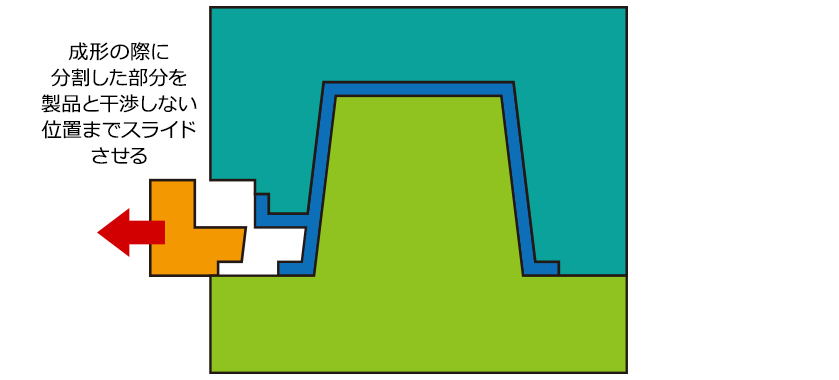
続いて、製品が取り外される際にスライドが干渉しない位置まで退避できるように、スライドの動きの範囲(ストローク)を適切に設定します。
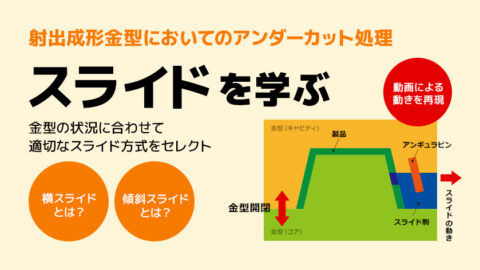
下の図は、スライドの中でも一般的な方法「横スライド(アンギュラスライド)」を取り入れることにより、金型の開閉動作と同期して、分割された部品が横方向にスライドする様子を示しています。
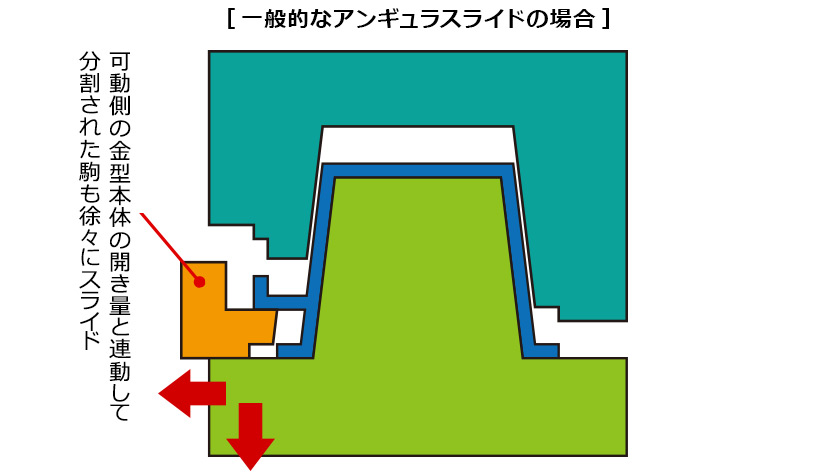
上記の図では詳細を完全には捉えられていませんが、動作の順序は以下の通りです。
① 最初に型が開き始める際、金型の固定側から製品がくっついた可動側が離れるように動き、このときスライドも連動して徐々に後退します。
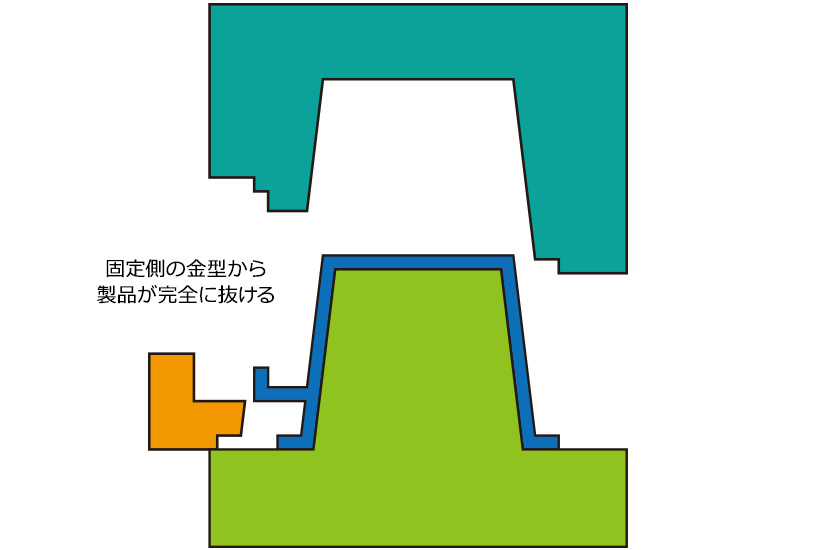
②製品が可動側に留まりながら開く過程で、可動側に取り付けられたスライド駒は、型が完全に開くまでに製品と接触しない位置まで後退します。
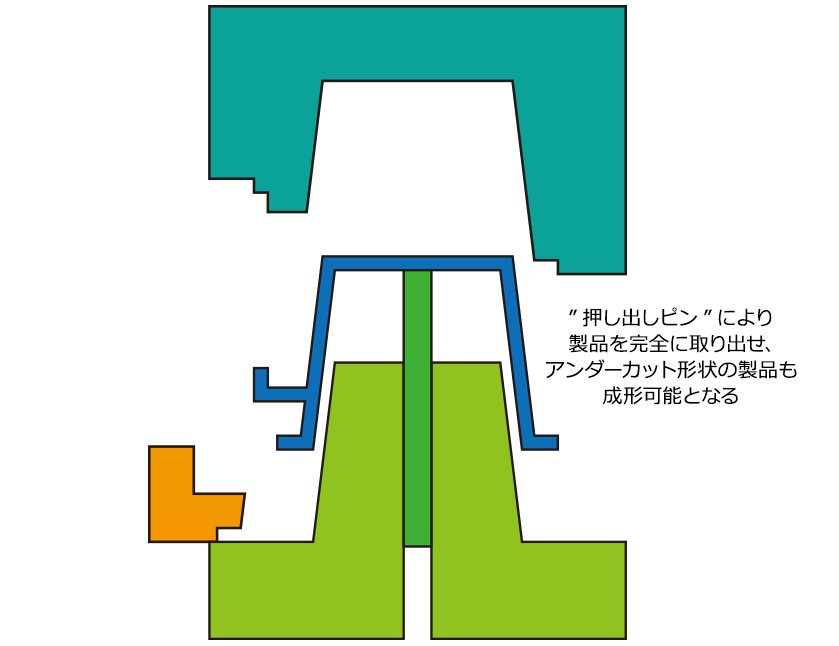
この状態では、型抜き時に干渉するものが何もなく、可動側にある押し出し機構(押し出しピン)が製品を押し出します。この工程によって、アンダーカットを含む製品も、安全に型から離れることが可能となります。
尚、スライドに関するより詳しい解説は、下記のリンク先よりお読みいただけます。
> 射出成形のスライド構造を解説|横スライドと傾斜スライドの使い分け
アンダーカットの注意点
射出成形におけるアンダーカットに関する注意点を説明します。
アンダーカットの理解
アンダーカットとは、成形品が金型から取り出す際に、成形品の形状が金型の開閉方向に離型できない場合のことを指します。つまり、成形品の形がちょっと複雑な場合、取り出すのが難しいということです。
解決策としてのスライド機構
アンダーカットを解消するためには、金型にスライド機構を組み込むことがあります。これは、成形品が取り出しやすくなるように金型内で動く部分を作ることで、スムーズな製品取り出しを可能にします。
スライドの調整
スライド機構を使うときには、スライドの動きを正確に調整する必要があります。型開きの際に、スライドが成形品と干渉しないように、順番とタイミングをしっかりと設定することが大切です。
スペース確保
アンダーカットを解消するために、金型内で特別なスペースを作ります。これにより、成形品がスムーズに取り出せるようになります。
干渉回避
スライドが成形品と干渉しないように十分なスペースを確保することが必要です。型開きの際にスライドがバックする動作を正確に設定し、干渉が生じないようにします。
設計段階での配慮
アンダーカットは設計段階で注意が必要です。成形品のデザインや形状に工夫を凝らし、アンダーカットを最小限に抑えるよう心がけましょう。
これらのポイントを押さえて、アンダーカットに対する対策を理解することで、射出成形のプロセスがスムーズに行えるようになります。
【射出成形ラボの簡易金型サービスはこちらより】
> 最短納期を2週間で!180ton射出成形機用の簡易金型を、60万からご提供いたします。

(株)関東製作所は、金型製作とプラスチック成形両者のプロフェッショナルです。金型設計から、樹脂素材の性質、成形の経験値、すべてに一貫して長けております。どのような条件下でもクライアント様の要望に沿った製品を実現するために、多方面からのアプローチと、深い経験から成る実現性の高い提案が可能です。
ぜひ製品設計の段階からご相談いただければ、貴社の製品開発のゴールまで、スムーズなプロジェクト進行をリードさせていただきます。
お問い合わせ・技術相談は(株)関東製作所にて承ります。
> [お問い合わせ] 射出成形ラボを運営する(㈱)関東製作所です。
お電話でのお問い合わせ
TEL.052-325-6380 [受付時間] 10:00 - 18:00