目次
PLとは
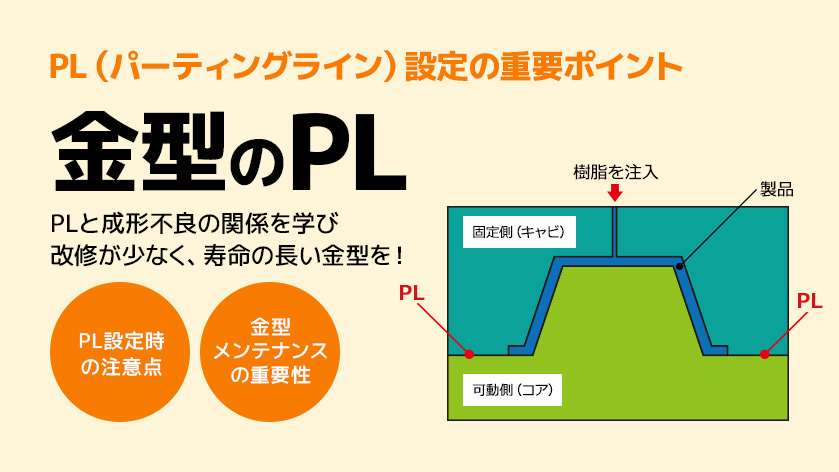
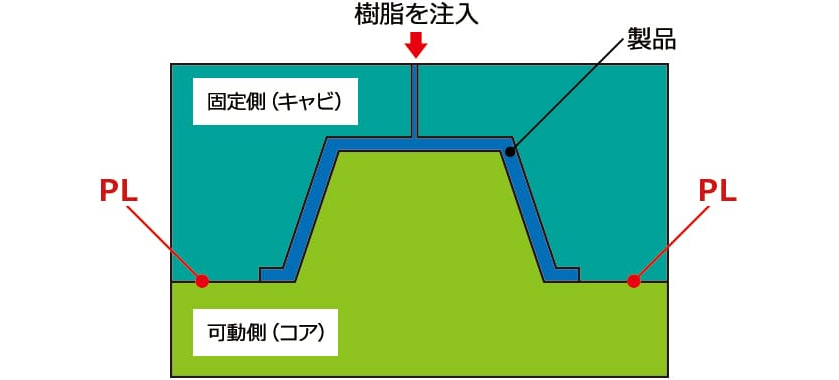
金型は可動側と固定側の2つによって成り立ち、両者を閉じて樹脂を注入することで製品が成形され、開くことで製品を取り出せます。この金型の可動側と固定側の『合わせ目』のことをPL(パーティングライン)といいます。
PLの設定は製品の見た目や品質、金型の寿命に大きく影響するため、どこにPLを置くかが重要なポイントとなります。金型設計段階でPL位置の慎重な検討が必要です。
【射出成形ラボの簡易金型サービスはこちらより】
> 最短納期を2週間で!180ton射出成形機用の簡易金型を、60万からご提供いたします。
PLと成形不良対策(ショートショットやガス焼け)
成形不良対策① PLに『ガスベント』を設ける
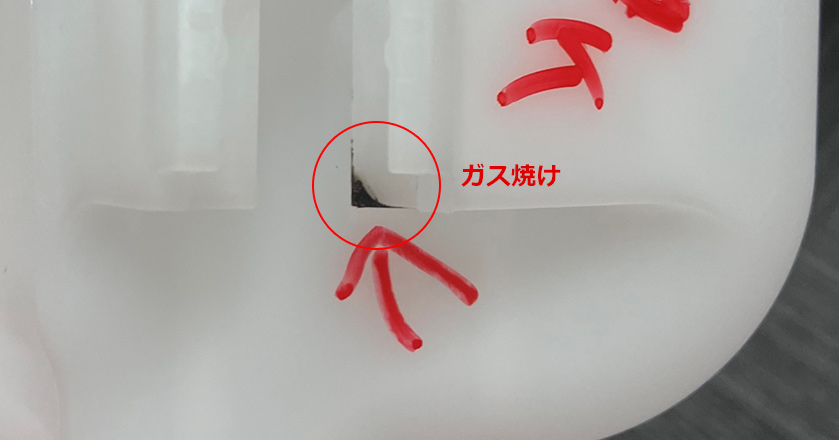
成形時に射出される高温の樹脂からはガスが発生しますが、そのガスを金型外へ適切に排出しないと、ショートショットやガス焼けといった「成形不良」を引き起こすことがあります。
この成形不良を解決するため、金型のPLには「ガスベント」と呼ばれる「0.02mmから0.015mm」の微細な掘り込みを設けることがあります。これにより樹脂を通すことなく、ガスのみを外へ排出することができるため、成形不良率を減らすことができます。

しかし、樹脂温度が高すぎたり射出圧が強すぎるとガスベントから樹脂が漏れ出し、「バリ」という別の成形不良を引き起こす可能性もあるため、注意が必要です。
成形不良対策② 定期的なメンテナンス
繰り返し金型を使用すると、「ガスヤニ」という樹脂ガスが固化したものがガスベントに溜まり、これが原因で空気の抜けが悪くなり、ショートショットやガス焼けが起こる可能性があります。

また、金型開閉の摩耗によりPL間に隙間が生じてしまい、バリが発生することもあります。そのため、定期的な金型メンテナンスが必要です。
PL設定時の注意点
① 意匠面へのPL設定のケース
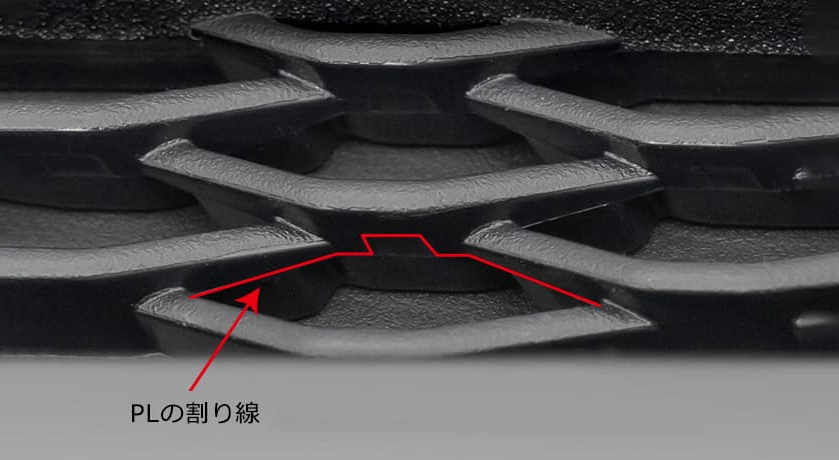
「ガスベント」の設定により、ショートショットやガス焼けなどの成形不良を防ぐことが可能ですが、可動側と固定側のPLには、加工精度が高くても避けられない微細な隙間やズレが生じます。
これにより、製品に「割り線」という段差が生じてしまいます。特に外観が重要な製品では「割り線」が目立たないように、意匠面は避けるなどのPLの配置に注意が必要です。
②アンダーを作らないPLの設定
PL設定時は「アンダーカット」の発生を防ぐため、製品の最も外側にPLを設けることが必要です。
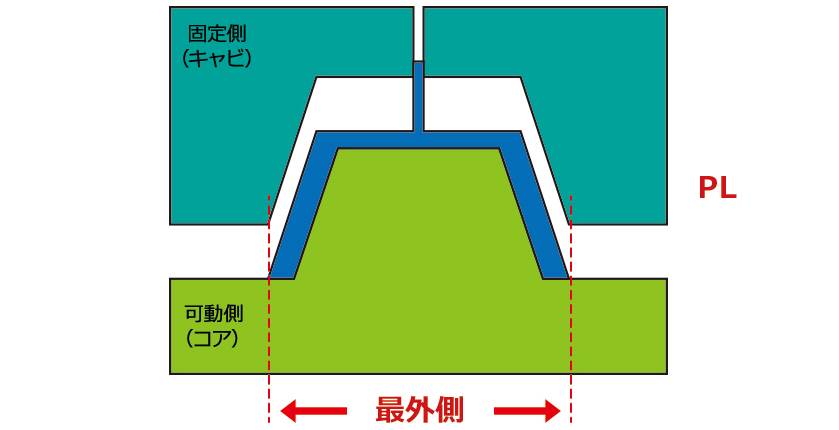
アンダーカットが発生するとそのままでは成形品が取り出せないため、金型にスライドコアや傾斜コアといった機構を追加する必要があります。これにより金型製作コストが増し、さらには金型の摩耗や成形不良のリスクを高め、メンテナンスの頻度を増加させる原因にもなります。
以上により、PL設定時においてはアンダー箇所を最小限に抑えた設計が重要です。
PLとメンテナンス
金型の横方向のPLも、形状によっては摩耗しやすくなります。
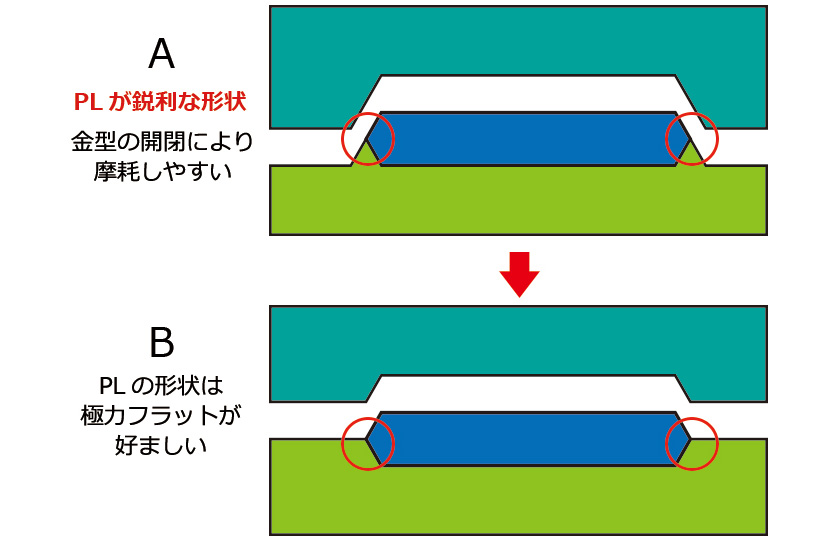
上図の『A』のようにPLが鋭角形状だと強度が低くなり、摩耗や破損しやすいです。
『B』のようにフラットな形状にすることで、修理やメンテナンスの頻度を減らすことが可能になります。
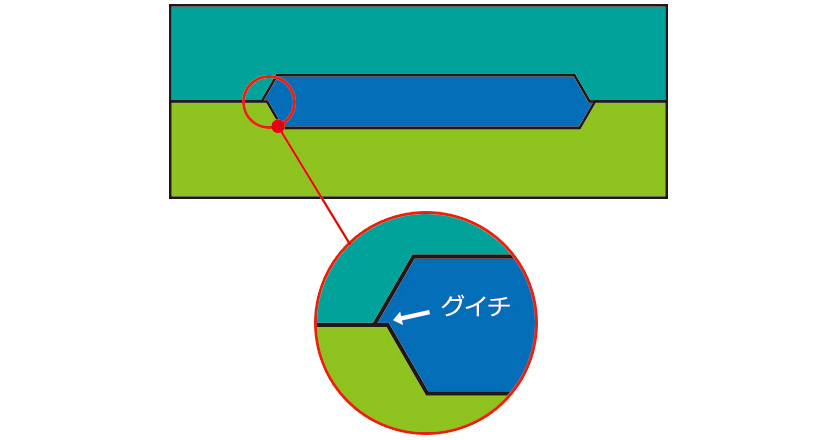
しかしフラットな形状のPLは、下図のように金型の微小なズレにより「グイチ」という段差が生じることがあります。製品の機能や外観に影響を与える可能性があるため、注意が必要です。
以上のように、金型におけるPLは単なる境目ではなく、成形時の問題や金型の寿命に大きな影響を与えます。どれだけ製品にとって最適な金型設計ができるかが重要です。
【射出成形ラボの簡易金型サービスはこちらより】
> 最短納期を2週間で!180ton射出成形機用の簡易金型を、60万からご提供いたします。

(株)関東製作所では、金型の修正を最小限に抑えることに力を入れています。例えば、流動解析ソフトウェアを使用したシミュレーションを実施しており、金型設計・製作前の時点で最適な金型構造を見出します。
現状のプロジェクトや今後の案件で何かお困りのことがあれば、ぜひお気軽にご相談ください。
お問い合わせ・技術相談は(株)関東製作所にて承ります。
> [お問い合わせ] 射出成形ラボを運営する(㈱)関東製作所です。
お電話でのお問い合わせ
TEL.052-325-6380 [受付時間] 10:00 - 18:00