目次
樹脂めっきとは
「樹脂めっき」とは、プラスチック製品の加飾の方法の一つで、金属の被膜をプラスチック成形品の上にかぶせることで、金属光沢を持たせ、装飾品として使用される事が多いです。
もともと「樹脂めっき」は金属製品の表面に施されることが多く、装飾の目的以外に耐食性、電気的性能や耐摩擦性、溶接性の向上などの目的で使われています。
「樹脂めっき」が施された代表的な製品例
| 自動車 | バンパー、グリル、ドアハンドル、エンブレムなど |
|---|---|
| 建築資材 | 蛇口、シャワーヘッド、ドアノブなど |
| 電子機器 | 携帯電話、パソコン、テレビなど |
| 装飾品 | 指輪、ネックレス、ブレスレット、イヤリングなど |

プラスチックに「樹脂めっき」を施す3つの理由
金属めっきと比較して、プラスチック成形品にめっき加工を施す理由をご紹介します。
1.軽量化/コスト削減
金属とプラスチックでは当然プラスチックの方が軽く、製品の軽量化に繋がります。
また、プラスチックは大量生産に長けた工法であるため、量産をするのであればコスト削減に繋がります。
2.設計の自由度の向上
プラスチックは金属と比較して加工性が高く、複雑な形状やデザインを実現することができます。これにより、製品のデザインの自由度が向上し、新しい製品を開発する際の制約が少なくなります。
3.耐久性/耐食性の向上
金属めっきでは錆防止で使用されるケースがありますが、長期間の使用や環境条件によっては、めっきの下の基材(金属)が露出して錆びる可能性があります。その点、プラスチックへのめっきは錆びることはなく、プラスチックの欠点である紫外線もめっきで保護するので、耐久性も向上します。
【射出成形ラボの簡易金型サービスはこちらより】
> 最短納期を2週間で!180ton射出成形機用の簡易金型を、60万からご提供いたします。
代表的な「めっき」の種類
ひとえに「めっき」と言っても実は様々な種類があり、素材や用途によって使い分けられています。
| めっきの種類 | 特徴 |
|---|---|
| 亜鉛めっき | 腐食から保護するために広く使用する。 |
| ニッケルめっき | 耐食性や装飾性を向上させるために使用する。 |
| ニッケルクロムめっき | 耐食性や外観の美しさを向上させるために使用する。 ニッケルめっきの上にクロムめっきを施す。 |
| 銅めっき | 電気伝導性や外観の美しさを向上させるために使用する。 他の金属の下地処理にも使用される。 |
| 金めっき/銀めっき | 装飾品や電気伝導性の向上の目的で使用される。 |

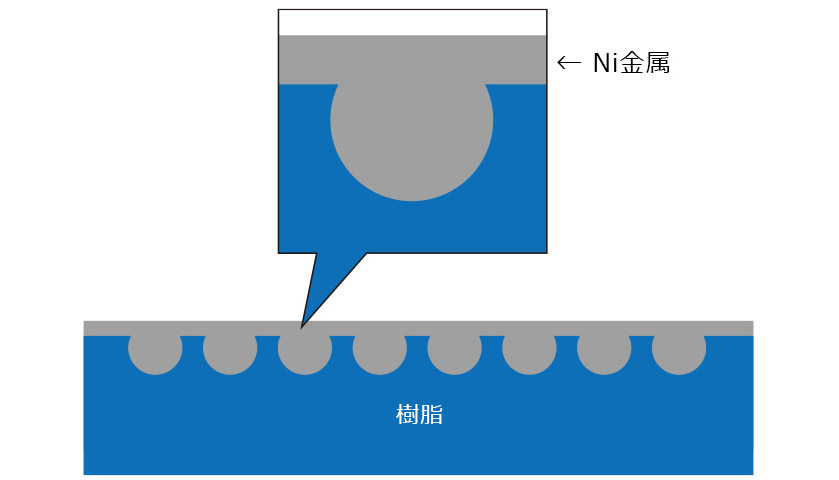
樹脂めっきのメカニズム
樹脂めっきは、めっき槽と呼ばれる薬液の入った槽に対象物を入れ、電気分解によって析出した金属や合金が、素材表面に付着して薄い膜となる加工技術です。
電気分解というキーワードがあるように、素材も電気を通さないと「めっき」の加工ができません。プラスチックはご存じの通り電気を通さないので、どのような工程でめっき加工を行うのか下記に解説致します。
今回は例として「ニッケルクロムめっき」の工程を紹介します。
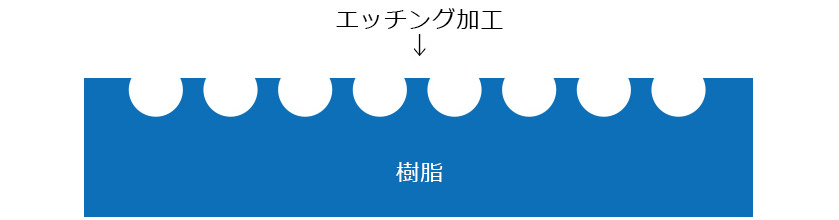
工程① エッチング加工
前述の通り、プラスチックは電気を通さないので、まずは電気を使用せずに下地の金属をプラスチックの表面に析出させる必要があります。工程①~③はそのための工程になります。
まずは金属との密着性を良くするために、表面に微小な凹凸(エッチング)を形成します。樹脂めっきで使用される代表的なエッチング方法は「クロム酸エッジング」で、使用される樹脂の種類は「ABS」です。ABS樹脂はA(アクリルニトリル)、B(ブタジエン)、S(スチレン)で構成されており、ブタジエンがクロム酸によって酸化溶解することでエッチングされます。
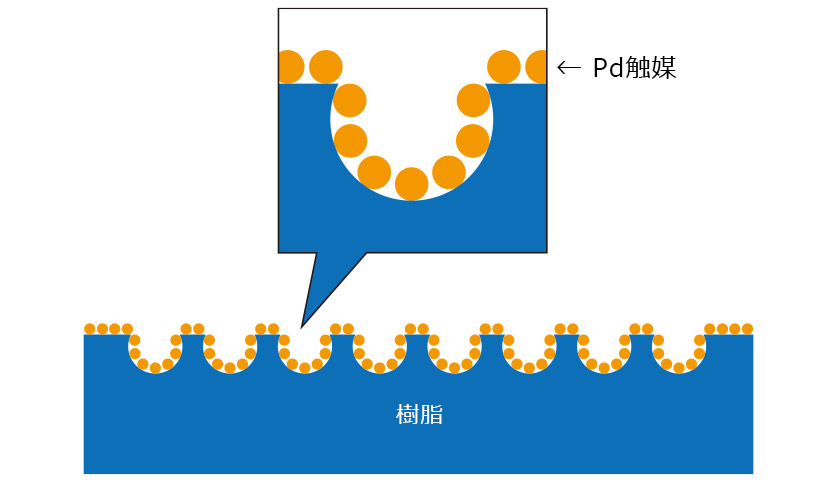
工程② キャタリスト
樹脂めっきにおける「キャタリスト」とは、めっきプロセスにおいて化学反応を促進する物質を指します。
ニッケルクロムめっきでは、主にPd(パラジウム)触媒を吸着させます。
工程③ 無電解めっき
電気を使用せずPd(パラジウム)触媒を核に化学反応をおこし、プラスチックの表面にニッケル(もしくは銅)を析出させます。
ニッケルが下地となり(導電性を付加)、この後の電解めっきを行うことができます。
工程④ 電解めっき
1.ニッケルストライク
電解めっきの最初に行われる工程で、基材の表面を均一にし、めっきの密着度を向上させる目的で行います。
2.下地銅めっき
前工程のニッケルストライクと同様に、基材との密着性の向上の目的で行われ、基材の凹凸をレベリング(平滑化)し、鏡面光沢外観にします。
3.ニッケルめっき
耐食性向上の目的のために下記3層のニッケルめっきを施します。
・半光沢ニッケルめっき(膜厚7~10μm)
・光沢ニッケルめっき(膜厚3~5μm)
・ジュール光沢ニッケルめっき(膜厚1μm)
4.クロムめっき
装飾性を向上させる目的(金属光沢を付与)で行われます。(膜厚0.15μm)
クロムめっきで使用される金属クロムは大気中で酸素と融合し、表面に透明で薄い不働態膜を形成し、耐食性も向上します。
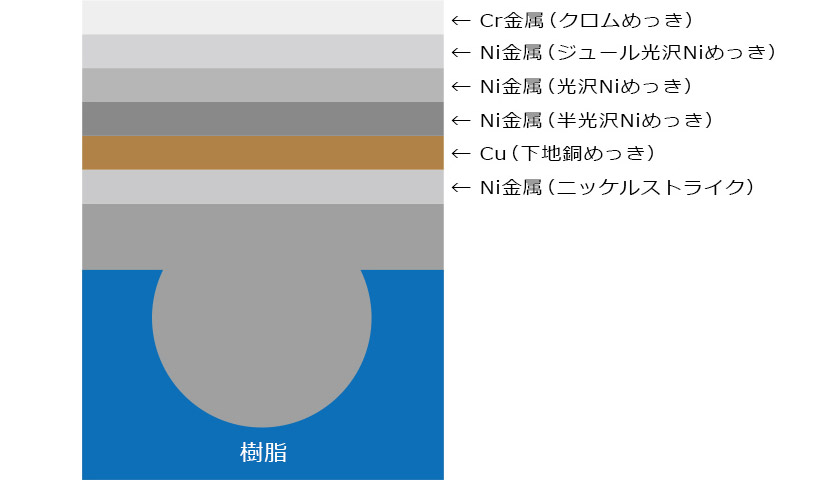
このようにプラスチックにめっきを施すには、様々な工程を経て、何層ものめっきをする事で完成します。
実際の製品開発では、基材となるプラスチック成形品の精度も非常に重要です。
基材の成形品の精度が必要という事は、基材を生産するための金型やその金型を製作するための設計だったり、樹脂めっきの製品を企画するには開発初期から様々なノウハウが必要になります。
【射出成形ラボの簡易金型サービスはこちらより】
> 最短納期を2週間で!180ton射出成形機用の簡易金型を、60万からご提供いたします。

(株)関東製作所では、製品設計から金型、量産、樹脂めっき加工まで一括で対応が可能です。案件相談の際は、下記のお問い合わせフォームよりご連絡下さい。
お問い合わせ・技術相談は(株)関東製作所にて承ります。
> [お問い合わせ] 射出成形ラボを運営する(㈱)関東製作所です。
お電話でのお問い合わせ
TEL.052-325-6380 [受付時間] 10:00 - 18:00