目次
膨大な切削量 1m超えの大型製品を0.5R刃具で全面加工
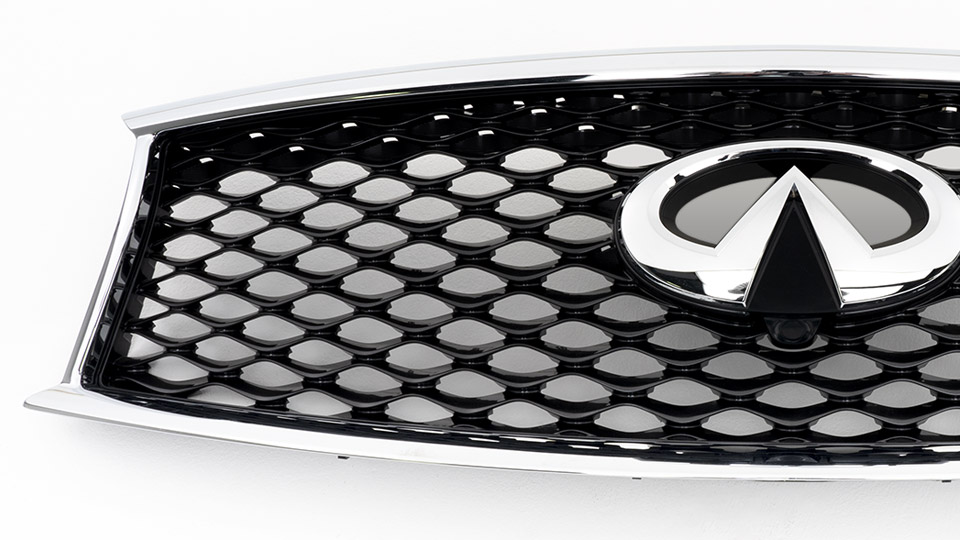
自動車の外観部品、ラジエーターグリル。
1mを超えるサイズであり、かつ意匠全面に格子形状が敷きつめられたデザインのため、金型の切削加工に非常に時間を費やした事例です。

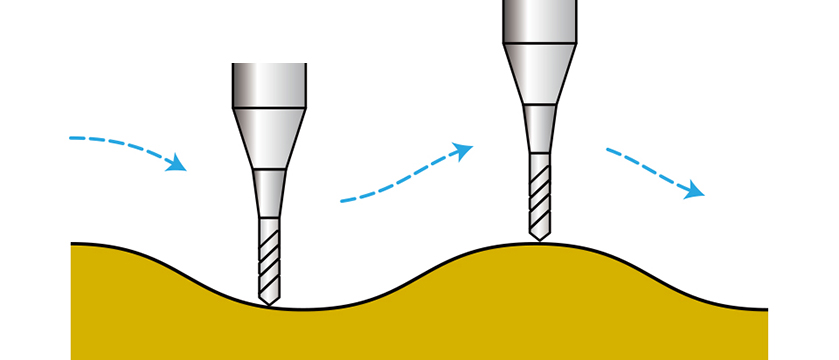
格子形状の意匠面は最小Rを0.7まで追い込み、刃具は0.5Rにて全面を加工。さらに苦労したのはアップダウン形状のセレーション部分。0.2Rという極小サイズの刃具を滑らかに上下させながら加工しました。


製品全体が大きくラウンドしているため、すべての条件を織り込ませたCAMのプログラムには、非常に時間がかかりました。
【射出成形ラボの簡易金型サービスはこちらより】
> 最短納期を2週間で!180ton射出成形機用の簡易金型を、60万からご提供いたします。
エリア分割することで、効率的な切削手順を組む
加工工程では、粗加工から始まり中仕上げ、最終仕上げと進めますが、最終仕上げにおいて意匠面全体を数個のエリアに分割し、それぞれCAM計算・加工を繰り返しました。
分割したエリア毎の『切削パスを繋ぐ面』が段差として表れないよう刃具のアプローチ方法を考慮し、繋ぎ面が出ないようCAM側にて手間をかけました。当然のことながら、現場の刃具セットを正確に実施することでプログラム通りの切削が実現されました。
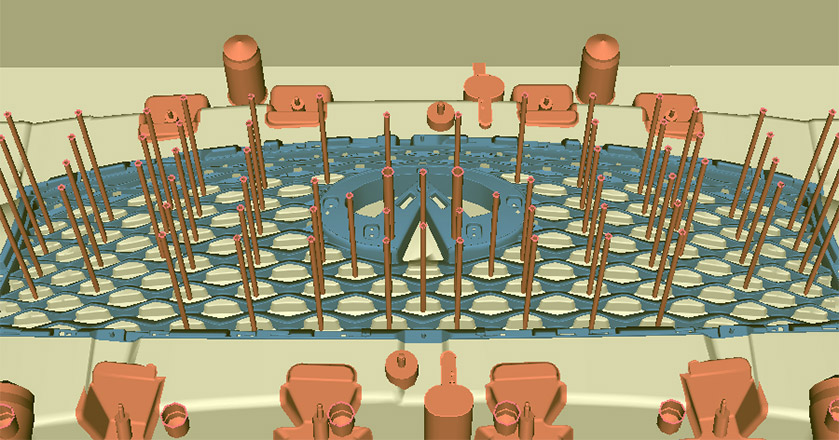
製品の離型性をふまえ、80本の押し出しピンをバランスよく配置
こういった細かい複雑形状を持つ製品は、成形後、金型からの離型が上手く働かないケースが多々あります。離型性を良くするためには金型設計時に『押し出しピン』を適切に織り込む必要があります。
本製品では80本の押し出しピンを全体的にバランスよく配置することで、成形時にスムーズな離型を叶えることができました。
【射出成形ラボの簡易金型サービスはこちらより】
> 最短納期を2週間で!180ton射出成形機用の簡易金型を、60万からご提供いたします。

『CAMを如何に使いこなすか』が弊社の技術のパラメーター
関東製作所グループでは大型製品の金型製作も得意としています。2m超の金型切削も可能な設備を整え、幅広い製品に対応できるのが弊社の強みです。
また、『CAMを如何に使いこなすか』を会社のスキルを示す1つのパラメーターとし、日々取り組んでおります。金型製造や部品加工のような一品一葉の世界では、ワーク毎に都度ベストなNCプログラムを作成せねばなりません。
『CAM担当者全員が、どんな形状であっても同じレベルのベストプログラムを作ることができる。』
射出チーム全体が切削ノウハウをしっかりと標準化し、かつ異なる形状に柔軟に対応することを常に心がけて取り組んでおります。
ぜひ、実現性の難しい製品や難易度の高い金型加工など、お困りの際は弊社にご相談ください。
お問い合わせ・技術相談は(株)関東製作所にて承ります。
> [お問い合わせ] 射出成形ラボを運営する(㈱)関東製作所です。
お電話でのお問い合わせ
TEL.052-325-6380 [受付時間] 10:00 - 18:00




