
目次
金型設計時、押し出しピンのレイアウト判断の重要性
自動車のフロントに取り付けられるフォグカバーです。グリル部分のメッシュ形状が細く深いため、成形時、スムーズに製品を離型させることが金型設計の大きなポイントです。
キーとなるのは離型のための押し出しピンのレイアウト。金型設計者は、メッシュの交点にバランスよく約100本の押し出しピンをレイアウトしました。

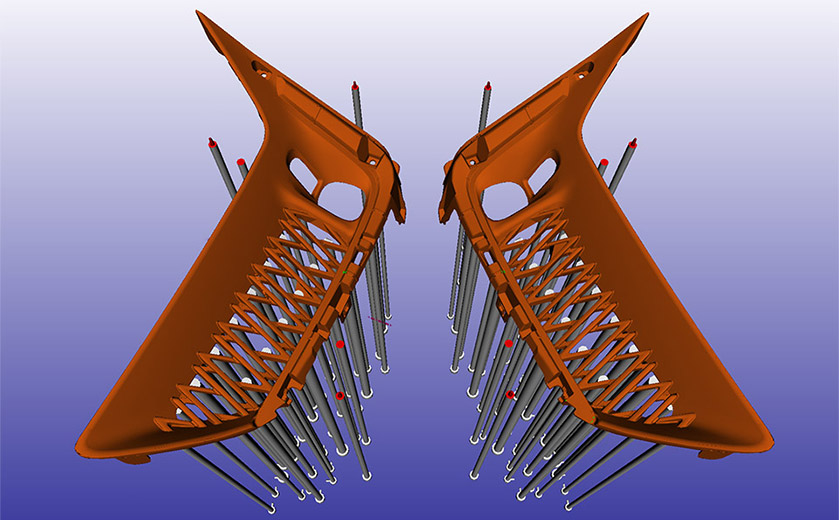
ここでは設計者の経験値がモノを言います。押し出しピンを多く配置しすぎて製品を傷つける場合もあれば、少なすぎて上手く離型しないケースもあります。すなわち設計時での判断ミスが無駄な設変や改修が発生し、工期の長期化にも影響してしまいます。
金型の精度確保と工数短縮のための『一体加工』
押し出しピンの先端は、製品形状の一部やPLが織り込まれていますが、その全ての押し出しピンを意匠形状と段差なく仕上げることが必要です。
100本もある押し出しピン一つ一つをパーツとして加工している余裕はありません。こういう場合は一体加工で進めます。
金型本体に、まだ先端の形状加工をしていないピンをすべて組み込んでおき、一度にNC機械で削ってしまいます。当然、本体とピンのすり合わせを行わずとも精度は確保され、時間短縮にも貢献します。
【射出成形ラボの簡易金型サービスはこちらより】
> 最短納期を2週間で!180ton射出成形機用の簡易金型を、60万からご提供いたします。

初期段階の設計工程『フロントローディング』の重要性
意匠面の格子形状の複雑さに加え、非常にアンダーカットの多い製品でした。入子割りを施したのは30カ所以上。射出成形品としては特に多い数ではありませんが、これほど複雑な製品を金型として成立させるためには、入子一つの設計にも注力が必要です。
量産までの工期全体を円滑に回すには初期段階の設計工程、そう『フロントローディング』がキーポイントになると、思い知らされた案件でした。

愛知、岐阜に大きな製造拠点を構える関東製作所グループは、自然と自動車関係の仕事を多く頂きます。自動車産業で培ったそのノウハウやアイディアは、業界の枠を超えてプラスチック製品開発のソリューションを届けられると自負しております。
【射出成形ラボの簡易金型サービスはこちらより】
> 最短納期を2週間で!180ton射出成形機用の簡易金型を、60万からご提供いたします。
お問い合わせ・技術相談は(株)関東製作所にて承ります。
> [お問い合わせ] 射出成形ラボを運営する(㈱)関東製作所です。
お電話でのお問い合わせ
TEL.052-325-6380 [受付時間] 10:00 - 18:00




