目次
パイプ形状を射出成形で構成 金型へのスライド設計が重要
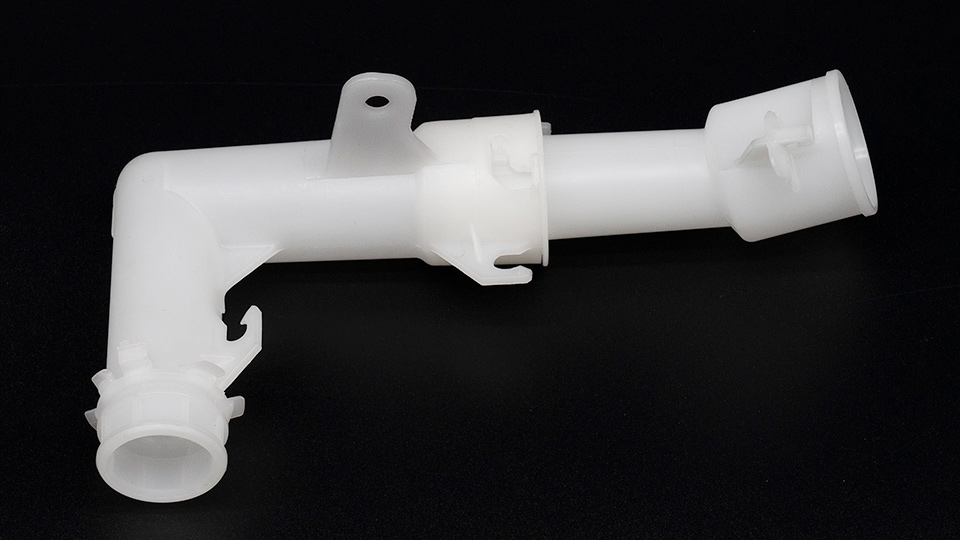
自動車のタンク類に連結される給水口のインレットの事例です。
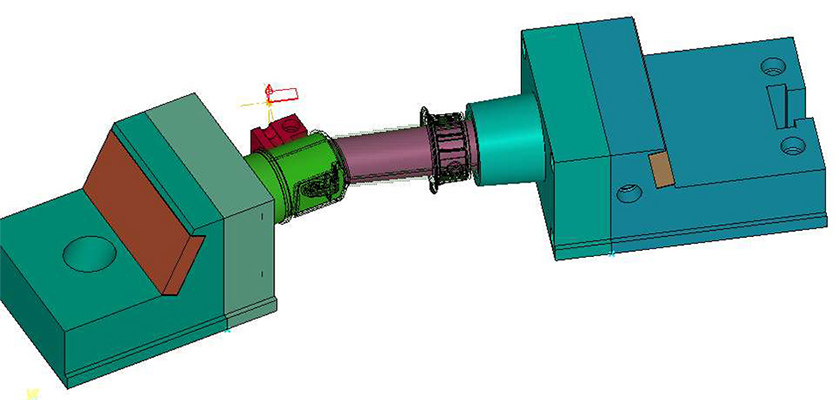
ストロークの長いスライド機構を両端から構成することで、パイプ形状の射出成形品を作りだします。こういったパイプ形状ものはブロー成形が主流ですが、今回は製品にジョイント機構が織り込まれており、小さく複雑な形状も持っているため、射出成形での生産を行いました。
製品に対し垂直にスライドする油圧スライドと、微妙な角度があるパイプ口側はアンギュラピンを活用したスライドで構成しました。また製品先端に複雑形状も持っているため、外に向かう数個のスライドでも構成されています。
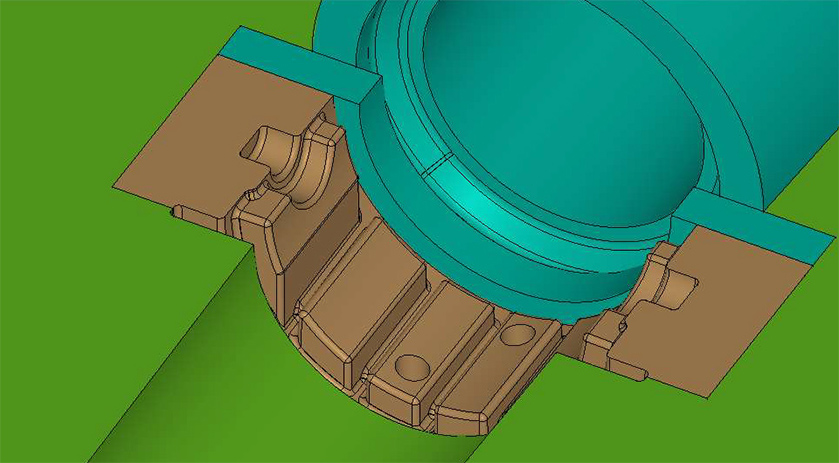
たった40π×20~30cm程度の製品ですが、金型上ではスライドの配置位置や構成に大変苦労した製品事例となります。
【射出成形ラボの簡易金型サービスはこちらより】
> 最短納期を2週間で!180ton射出成形機用の簡易金型を、60万からご提供いたします。
射出製品の品質を確保するための工夫
スライドのストロークが長いとパイプ形状が真円ではなく楕円になる恐れがあります。樹脂の重みで撓み(たわみ)が起こってしまうためです。
また、ストローク状態のスライド部が樹脂の圧力により押されることで芯位置がずれ、製品樹脂厚が均一にならないことも多々あり、図面通りの形状を成形するのは意外に困難です。
最も気を付けた点は、射出するゲート位置をどこに配置するかです。
樹脂の流れるバランスが悪いと不要にスライドを押してしまい、上記のような問題が発生しがちです。またスライドをひっこめるタイミングも徹底的に検証し、樹脂の重みで撓まない工夫を重ねました。
結果、筒の形状を真円にて成形させることに成功しました。

【射出成形ラボの簡易金型サービスはこちらより】
> 最短納期を2週間で!180ton射出成形機用の簡易金型を、60万からご提供いたします。

多角的な提案力と製品実現を可能にするリソース
こういったスライド機構が複雑な製品は、形状変更やDR(デザインレビュー)を何度も繰り返して完成までもっていきます。当然のことながら、それを進めるには金型側での機構や樹脂の特性、成形条件等、多角的に提案ができる知見が必要になってきます。
関東製作所グループでは、それに十分対応できる射出成形のプロが多数在籍しております。
また人による経験値だけでなく、流動解析によるシミュレーションや実際の成形トライが社内一貫で出来てしまうのが弊社の強みです。
我々はどのようなプロジェクトも、製品実現まで並走させていただきます。
お問い合わせ・技術相談は(株)関東製作所にて承ります。
> [お問い合わせ] 射出成形ラボを運営する(㈱)関東製作所です。
お電話でのお問い合わせ
TEL.052-325-6380 [受付時間] 10:00 - 18:00