反り対策一覧
-
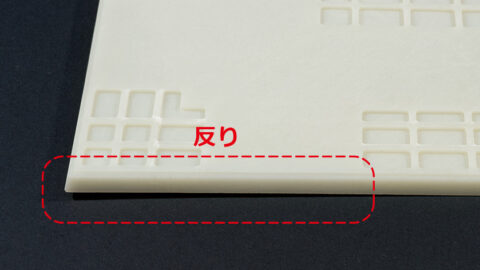 反り
反り射出成形で発生した成形不良『反り』の発生原因と対策を学ぶ
板形状に対する『反り』の発生メカニズム 一般的には、冷却された樹脂製品が、金型から取り出した直後に変形を起こしてしまう現象です。 この反りが発生するメカニズムには、主に 形状が原因となる成形収縮 成形条件の樹脂温度・金型温度・射出圧力などが原因となる残留応力 成形品の離型時の突き出しのピン位置・本数・状態・タイミングなどが原因となる外部応力 などあります。その中でも、…
-
 反り
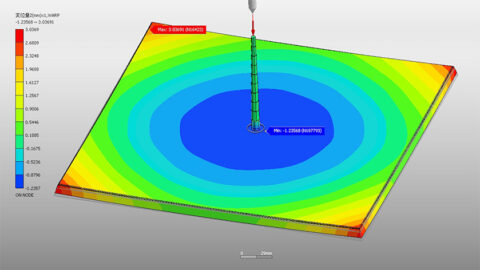
反り流動解析にて『反り』を事前シミュレーション – 金型製作後の設変を低減 –
様々あるプラスチックの『反り』原因 成形後、プラスチック製品に『反り』が発生する原因は様々あります。特に代表的なものとして キャビティ側とコア側で部分的に熱の逃げやすさが異なり、固化していない部分が引っ張られる 熱などの外的要因ではなく、そもそも製品が持っている形状由来が原因 そのほかにも射出成形条件や樹脂材料が原因など、射出成形不良の中でも『反り』は特に頻繁に起こります。 …


お電話でのお問い合わせ先
射出成形ラボ運営組織:株式会社関東製作所 マーケティング課(名古屋支店)〒452-0821 愛知県名古屋市西区上小田井2-116
お問い合わせ先番号
お電話での受付時間
10:00 - 18:00