目次
射出成形における成形不良『ウェルドライン』とは?

ウェルドラインとは、射出成形において溶融樹脂が金型内で分岐し、再び合流した箇所に生じる線状の痕のことです。「ウェルドマーク」や「融合線」とも呼ばれます。
外観上は「小さな線」に見えても、内部では樹脂分子の配向が乱れており、製品強度を著しく低下させるケースもあるため、品質管理の現場では特に注意すべき成形不良のひとつです。
ウェルドラインを引き起こすメカニズム
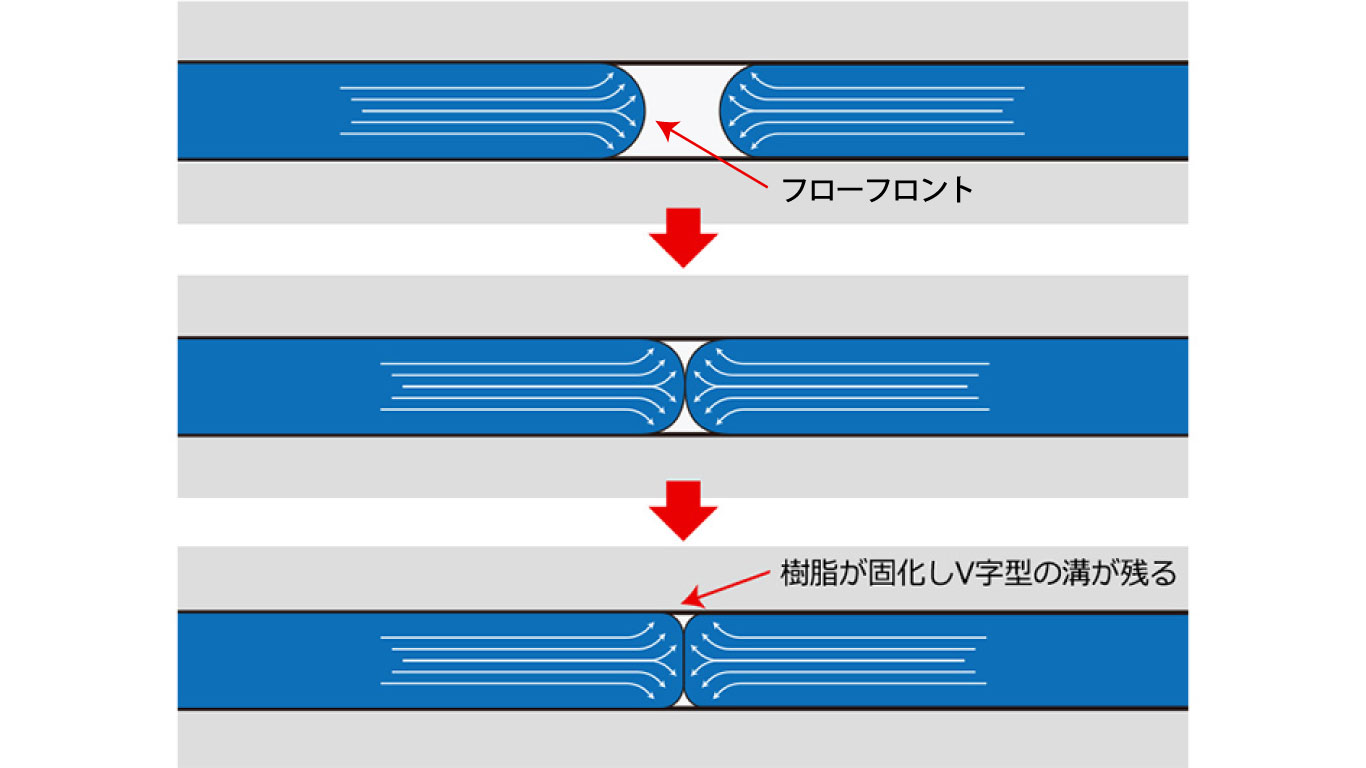
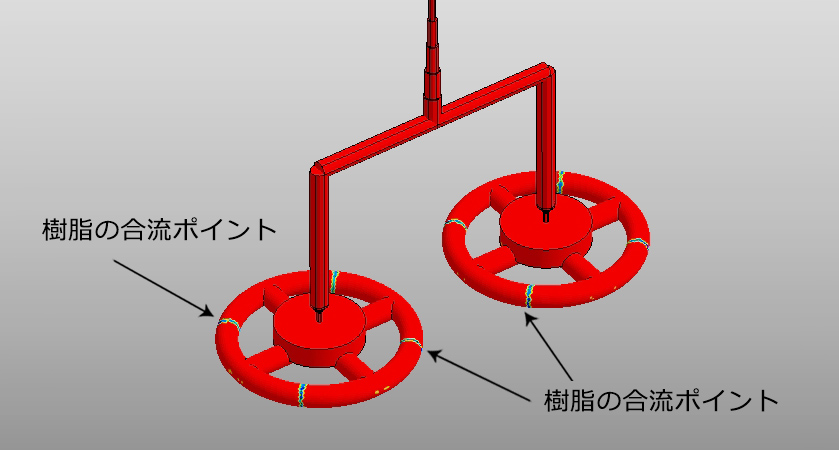
ウェルドラインが生じる原因は「溶融樹脂合流時の融着不足」です。射出成形では、樹脂が高温・高圧で金型に充填されます。この時、フローフロント(※樹脂の流れの先端)は金型壁面に触れた瞬間から急速に冷却されます。複数のゲートから充填された樹脂や、穴・ボス・インサートなどの障害物を回り込んだ樹脂が合流する際、樹脂の表層はすでに固化しはじめています。この状態で合流すると、樹脂分子同士が十分に絡み合う前に固化が進み、合流ポイントにてV字型の溝が出来てしまいます。
特に以下の状況でウェルドラインは発生しやすくなります。
-
- 複数ゲートから充填した樹脂が合流するとき
- 穴・ボス・インサートなどの障害物を樹脂が回り込むとき
- 薄肉部で流動距離が長くなり、樹脂の温度が低下するとき
ウェルドラインによる外観品質・強度への悪影響
ウェルドラインが製品に与える悪影響は、大きく「外観品質」と「強度」の2つに分けられます。
外観品質への影響
外観上の問題は、製品の用途や仕上げ工程によって深刻度が大きく変わります。
塗装・めっき工程では、成形段階では目立たなかったウェルドラインが表面処理後に浮き出て、製品不合格の原因になるケースが少なくありません。透明・半透明製品では、内部の合流線が光を通して視認されやすく、また高光沢仕上げの外装部品では、光の当たり方によってウェルドラインが際立つため、特に注意が必要です。
強度への影響
強度面での影響は、外観以上に深刻になる場合があります。
ウェルドライン部では、合流部で樹脂分子の配向が乱れるため、強度が著しく低下します。繰り返し荷重がかかる用途では、ウェルドライン部から亀裂が進展しやすくなるため、長期使用での破損リスクが高まります。また、薄肉部に生じたウェルドラインは断面積も小さいため、曲げ強度への影響が特に顕著です。

特に注意が必要なのは、ガラス繊維強化材(GF入り樹脂)を使用した製品です。ガラス繊維は通常、流動方向に沿って配向することで強度を発揮します。しかしウェルドライン部では、合流する2方向の流れがぶつかり合うため繊維が配向できず、繊維強化の効果がほとんど得られません。
品質問題が顕在化してから対応するのでは、リコール・市場回収・顧客信頼の失墜というリスクが現実になります。発生メカニズムを正確に理解し、早い段階で手を打つことが、最も確実かつ低コストな対処法です。
ウェルドラインはなぜ発生する?発生原因と対策
まず、ウェルドラインの発生原因は「材料特性」「成形条件」「金型」の3つに分類できます。
材料特性による原因と対策
| 原因 | メカニズム | 対策 |
|---|---|---|
| 流動性(MFR)が低い樹脂 | 流動性が低い=粘度が高いため、フローフロントの温度低下が速く、合流時に十分な融着温度が確保できない | 同種樹脂の中で流動性が高いグレードを選定し、フローフロントの流動性を改善する |
| 樹脂の吸湿・乾燥不足 | 樹脂に水分が残留した状態で成形すると、高温の金型内で水分が気化してガスが発生する。このガスが合流部に溜まり、樹脂同士の接触を物理的に妨げることでウェルドラインが発生しやすくなる | 成形前にメーカー推奨条件(温度・時間)で確実に乾燥処理を実施する |
| 結晶性樹脂(POM・PA・PPなど) | 非晶性樹脂と比べて固化が急速に進むため、合流部の融着温度を確保する時間的余裕が少ない。固化時の体積収縮も大きく、合流部の密着性が低下しやすい | 成形条件の調整や、ゲート位置を最適化して、合流部の位置をコントロールする |
材料特性による原因は見落とされやすいです。特に乾燥不足については、ウェルドライン以外にもシルバーストリークやボイドなどの他の不良原因にもなるため、最も基本的かつ重要な対策のひとつです。また、他の対策で解決できないケースでは、材料の見直し(グレードや材料自体の変更)も根本解決への鍵になります。
成形条件による原因と対策
| 原因 | メカニズム | 対策 |
|---|---|---|
| 射出速度が遅い | 充填時間が長くなり、合流前にフローフロントが冷えやすくなる | 射出速度を速くすることで、充填時間を短縮しフローフロントの温度低下を抑制する |
| 金型温度が低い | 金型壁面での急冷が進み、フローフロントの温度が合流前に大きく低下する | 金型温度を高めに設定することで、フローフロントの急冷を防ぎ、合流時の融着温度を確保する |
| 射出圧力の不足 | 合流部への圧力補完が弱く、樹脂同士の密着性が不完全になる | 射出圧力を高めることで、合流部まで十分な圧力を届け、樹脂同士の密着性を向上させる |
注意点として、成形条件の調整は即時対応として有効ですが、根本原因が金型設計にある場合は改善効果に限界があります。条件調整で一時的に症状が改善しても、ロット変動や季節変化で再発するケースも多いため、恒久対策としては設計変更との組み合わせを検討することが重要です。
また、成形条件を変更することで別のリスクがあることも留意しましょう。金型温度を上げれば、その分冷却に時間がかかりサイクルタイムが延びたり、圧力を高めることで別の箇所でバリが発生するリスクがあります。全体バランスを考慮した成形条件の設定が鍵となります。
金型による原因と対策
| 原因 | メカニズム | 対策 |
|---|---|---|
| ゲート位置・数が不適切 | ゲートの位置と数によって合流点が決まる。ゲートが多すぎると合流点が増え、少なすぎるとフローフロントが冷えた状態で合流し、融着不足につながる | ゲート位置や数を変更し、ウェルドラインが外観面や強度要求部位に生じないよう、合流点の位置を意図的にコントロールする |
| 穴・ボス・インサートの配置 | 障害物を回り込む際に樹脂の流れが分岐し、周囲に合流部が生じる | バルブゲートの採用により、ゲートの開閉タイミングを制御して合流部の温度を高く保つ |
| 肉厚の急変・薄肉部 | 肉厚が急激に変化する箇所では樹脂の流動速度が変わり、フローフロントのバランスが崩れる。薄肉部では特に急冷が進みやすく、合流時の融着温度が不足しやすい | 肉厚をできる限り均一に保つことで、フローフロントの温度低下を防ぐ |
| ガス抜きの不足 | 合流部にガスが残留し、融着を阻害する | 合流部周辺に十分なガスベントを設け、ガスの残留を解消する |
これらの金型による対策は、ウェルドラインを解消できる可能性は高いですが、金型製作後に行う場合、費用・納期ともに大きな負担が生じます。材料の乾燥や成形条件の変更でウェルドラインの解消ができなかった時の手段として検討しましょう。
従来は金型設計者の知識や経験則に基づいた金型の対策を講じていました。いわば「勘」による対策のため、データとして確証がない状態です。最悪、金型の対策をしてもウェルドラインの解消ができないケースもございます。
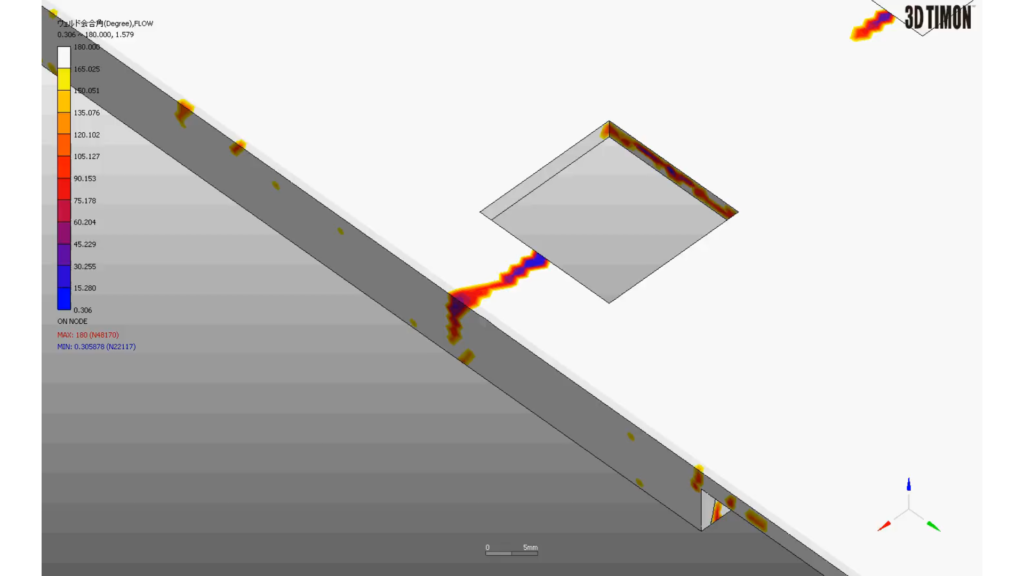
そこで活用すべきツールが流動解析です。流動解析を使えば、金型製作/修正前のCADデータの段階で樹脂の充填挙動を可視化し、ウェルドラインの発生位置を予測できます。設計段階での流動解析の活用が、最も合理的な予防策といえます。
流動解析を活用したウェルドライン予測
流動解析とは、金型内の樹脂の流れをコンピュータ上でシミュレートし、樹脂の流れ方や充填パターンを予測する解析の一種です。流動解析を活用すれば、金型を製作する前にウェルドラインの発生位置・状態を予測し、設計段階で対策を打つことができます。試作回数やコストの削減・設計品質の向上を同時に実現できる手段として、欠かせないツールのひとつとなっています。
流動解析を活用する4つのメリット
①金型内部の樹脂の流れが見える
金型は鉄の塊であり、内部で樹脂がどのように流れているかを外から目視することは不可能です。しかし流動解析を使えば、金型内部の樹脂の充填挙動・温度分布・圧力分布をコンピュータ上で再現し、見えないはずの流れを可視化することができます。
②金型製作前に問題を発見・解決できる
従来は「金型を作る→試作→不良発見→金型修正」という流れが一般的でした。問題が発覚するたびに金型修正が発生し、その都度コストと納期が膨らむという悪循環に陥りやすい構造です。流動解析の活用により、CADデータの段階でウェルドラインの発生位置を予測できるため、金型製作前に設計を最適化できます。
③複数の設計案を短時間で比較検討できる
複数の設計案をコンピュータ上で比較できることも大きなメリットです。実型で同じ検討をすれば、案の数だけコストと時間がかかります。流動解析であれば1案あたり数日で結果が得られるため、設計の質と検討スピードを同時に高めることが可能です。
また、解析結果は温度分布・圧力分布・充填挙動を数値と映像で可視化するため、「どのゲート位置が最適か」「なぜその設計が優れているか」を客観的なデータで説明できます。経験と勘だけに頼った設計判断から脱却し、根拠ある意思決定が可能になります。
④ウェルドライン以外の不良も同時に予測できる
流動解析は単一の欠陥だけを予測するツールではありません。ウェルドライン・反り・ヒケ・ガスパック・ショートショットを同時に評価できます。ウェルドライン対策としてゲートを変更した際に、別の不良が新たに発生しないかどうかも同時に確認できるため、対策の副作用を事前に防げます。
具体的な流動解析の活用内容については、下記技術資料から無料でご覧いただけます。
> 射出成形ラボが教える「流動解析の基礎と活用法」の技術資料を無料でダウンロードする
流動解析の可能性と限界|正しい位置づけを理解する
流動解析を正しく活用するためには、そのメリットだけでなく、ツールとしての限界と正しい位置づけを理解しておくことが重要です。
流動解析の最大の価値は、設計段階での不具合予防にあります。ウェルドラインの発生位置をはじめ、反り・ヒケ・ガスパックなどの不良リスクを金型製作前に可視化できるため、品質向上策を事前に講じることが可能です。その結果、試作回数の削減・金型修正にかかる納期短縮・コストダウンに直結します。
一方で、流動解析はあくまでもコンピュータ上のシミュレーションです。実際の成形現場には、解析モデルに反映しきれない要素が多く存在します。解析で「問題なし」という結果が出ても、それは「確実に不良が出ない」という保証ではありません。流動解析の役割は「大きな不良リスクを大幅に減らし、より精度の高い金型製作を実現するためのツール」と位置づけるのが正確です。
まとめ
ウェルドラインとは、射出成形において樹脂の合流部に生じる線状の痕で、外観不良にとどまらず、強度を大きく低下させる成形不良です。ウェルドラインが発生した場合は、材料変更や成形条件の調整で改善できるケースもありますが、根本原因が金型設計にある場合は、金型改修が必要になることもあります。金型の改修は費用・納期ともに大きな負担が生じるため、できる限り設計段階での対策が重要です。
そこで推奨したいのが流動解析です。流動解析の活用により、金型設計段階でウェルドラインの発生位置や状態を予測でき、対策を講じることができます。金型完成後の不良による修正を大幅に減らし、金型修正にかかる納期短縮とコストダウンにも直結します。
㈱関東製作所の提供する流動解析サービスでは、金型と成形の両者の視点から解析をサポートしており、解析データの提出だけでなく、その結果をもとにした改善提案・設計アドバイスまで一貫して対応しています。
ウェルドラインでお困りの方は、お気軽にご相談ください。