
目次
キャビとられや白化などの不良対策に『裏シボ』の活用
裏シボを有効活用したキャビとられ対策
工場等で使用されるスポットクーラーの筐体部品の製作事例です。
筐体部品は何よりも外観の美しさが重視されます。そのため意匠面にPLを設定する事ができないので(割り線等が出来てしまうため)、意匠面と裏面の境目にPLを設定します。
懸念点として開口部のある筐体の場合は、成形不良『キャビとられ』が発生する可能性があります。この際の対策としては、裏シボ加工を施すことです。裏シボを施す事でその部分がアンダーカットのような効果になり、コア側に成形品が固定され、キャビとられが解消されます。
キャビとられの『具体的な不良対策』の紹介をしています。
> 射出成形で発生した成形不良『キャビとられ』の発生原因と対策を学ぶ
裏シボの深さが別の成形不良『白化』を起こしてしまう?
ただしキャビとられ対策で裏シボを入れた場合、シボが深すぎるとアンダーカットになり、今度は『白化』などの離型不良を起こす場合もございます。
キャビとられ対策のために裏シボを入れる。しかし深すぎると『白化』など別の成形不良が発生してしまう…。適切な箇所に適切な深さのシボ加工を施さないと、品質の高い製品は生み出せないのです。
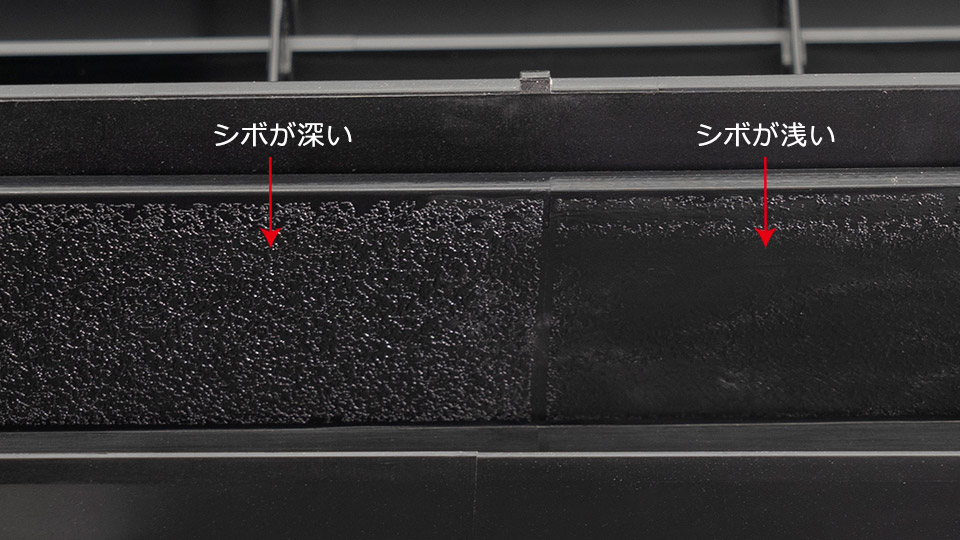
セオリーとしては、初めは深めの裏シボでトライし、離型剤などを使用して成形品を取り出しながらシボを磨いて浅くし、適正な深さのシボにまで調整をすること。下記写真のように、同じ面でも離型性を見ながらシボの深さを変えて、適切な状態に近づけていく技術と経験が必要になります。
【射出成形ラボの簡易金型サービスはこちらより】
> 最短納期を2週間で!180ton射出成形機用の簡易金型を、60万からご提供いたします。
製品の可動性と意匠性をキープ シボの深さの重要性
今回の製品では、風向調整ができるようルーバー部品が可動する仕様になっています。写真の通り、外観的に可動部品と固定部品の隙間は限りなく減らしたいところです。

金型成立性のため立壁に抜き勾配は設けますが、限りなく垂直に近く、意匠面にはシボ加工を施すため、『コスレ』が発生する可能性があります。特に今回の製品は黒色なので、コスレが発生すると白が目立つので注意が必要です。
対策としては、シボの深さを浅めにすること。同じシボ加工でも施す場所により不良対策が裏目に出る場合も多々あるので、金型製作時は特に細心の注意を払います。
金型製作と成形を一緒に対応できる強み
関東製作所グループの拠点、静岡と福岡にある射出工場は、金型製作エリアと成形エリアが隣接しています。今回のように金型製作後の複雑な調整もその環境がある故に、スピーディーにトライを重ねることで量産までの期間短縮に貢献しています。
また、ルーバーなどの格子形状の成形品に関して実績も多数ございます。お客様から金型データをお預かりし、流動解析等で金型成立性の検証や金型データの最適化提案もご対応致します。
【射出成形ラボの簡易金型サービスはこちらより】
> 最短納期を2週間で!180ton射出成形機用の簡易金型を、60万からご提供いたします。

お問い合わせ・技術相談は(株)関東製作所にて承ります。
> [お問い合わせ] 射出成形ラボを運営する(㈱)関東製作所です。
お電話でのお問い合わせ
TEL.052-325-6380 [受付時間] 10:00 - 18:00



