
目次
簡易金型におけるアンダーカットとは?
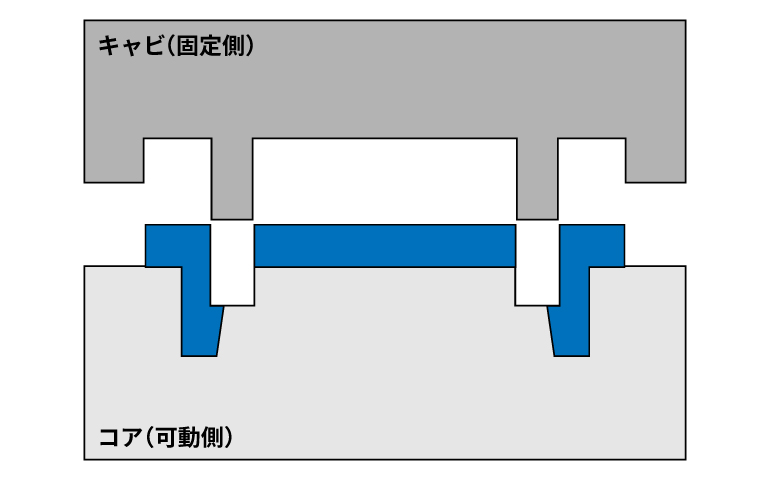
アンダーカットとは、金型の開閉方向だけでは製品を取り出せない形状部分のことです。簡易金型を使った試作・小ロット生産でも、この形状があると、スライドや置き駒といった機構を金型に組み込む必要があります。
簡易金型は、量産金型に比べて構造を簡略化し、低コスト・短納期で製作できる金型のことです。アルミやZASを使ったタイプ、ベースを共通化した「カセット型」など複数の種類があり、試作や小ロット生産に向いています。
簡易金型の種類や特徴については、以下の記事で詳しく解説しています。
>簡易金型とは?│低コストと短納期を実現する簡易金型のメリットと注意点を解説

アンダーカットが発生する形状の特徴
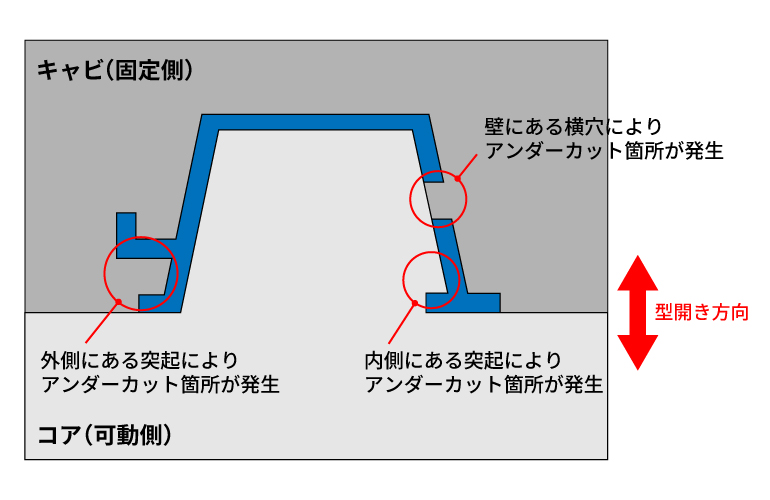
製品を上から見たときに影になる部分が、アンダーカットの代表例です。
具体的には、製品側面の横穴や、外壁・内壁から突き出した突起物などが挙げられます。こうした形状があると、金型を単純に開閉するだけでは製品が引っかかってしまいます。
設計の初期段階でアンダーカットの有無を把握しておくことが、後工程でのコスト増を防ぐ第一歩になります。
アンダーカットを処理しないとどうなるか
アンダーカットを処理せずに金型から無理に取り出そうとすると、そもそも離型できなかったり、製品の欠けや変形、白化といった離型不良が発生したりします。
こうした不具合が発生すると、試作段階で本来確認したい形状や性能の評価が正しく行えなくなってしまいます。だからこそ、アンダーカットには適切な処理方法を選ぶことが欠かせません。
コストを抑える一番の方法はアンダーカットを無くすこと!
アンダーカットへの対応コストを比較する前に、まず押さえておきたいのは「そもそもアンダーカットを無くすことができれば、それが一番コストを抑えられる」という点です。スライドや置き駒といった処理機構は、いずれも金型費や成形単価を上げる要因になるため、機構を追加せずに済むなら、それに勝るコストダウンはありません。
製品の一部形状を少し変更するだけで、アンダーカットそのものを解消できるケースがあります。たとえば穴の位置や角度を調整し、固定側の金型が入り込める形にすることで、スライド機構を一つ減らせる場合もあります。
ケース①ボルト取り付孔のアンダーカットを解消する
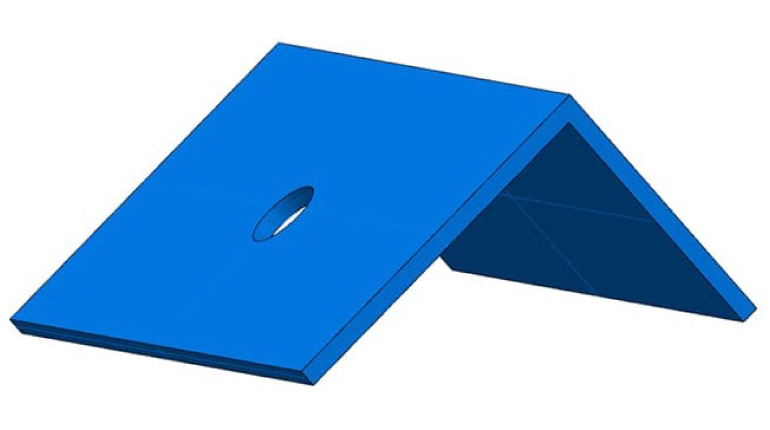
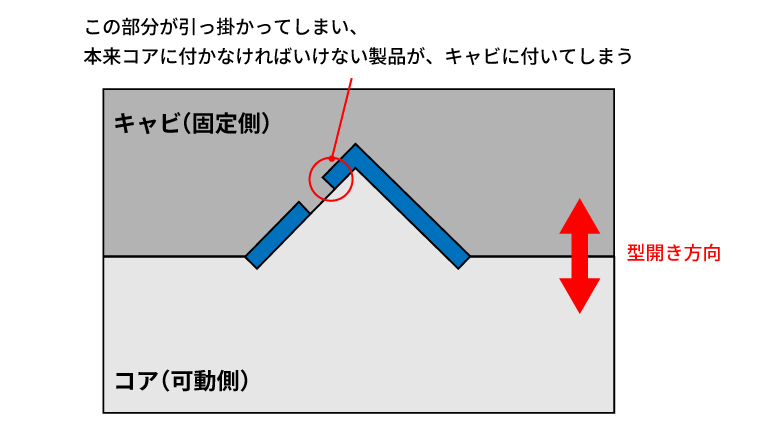
斜面にボルトの取り付孔がある製品では、孔の一部がアンダーカットとなり金型から抜けなくなることがあります。
このようなケースでは、まず組み付け後にどの部分の精度が本当に必要かを確認します。
たとえば板の裏側の孔径を基準にボルトの位置決めをしているのであれば、表側のアンダーカットになっている部分は機能上必須ではないことが分かります。
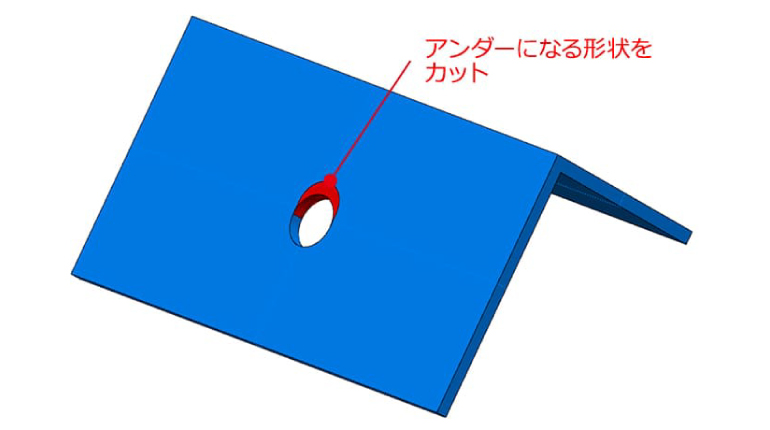
その部分だけを形状カットすれば、取り付孔としての機能を保ったまま、アンダーカットを解消できます。
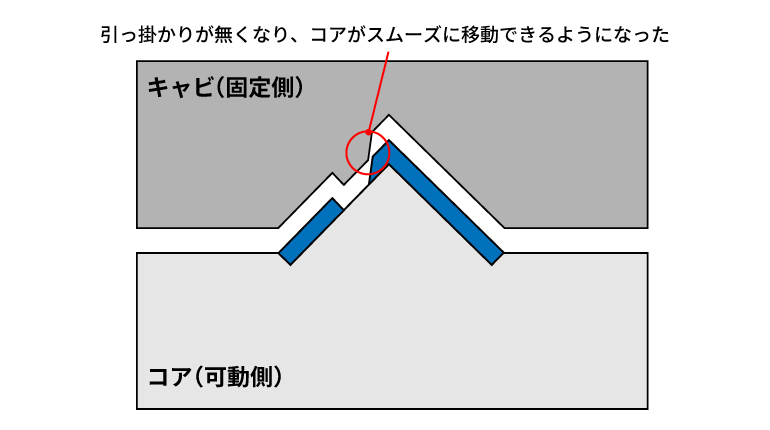
ケース②爪部分のアンダーカットを穴で解消する
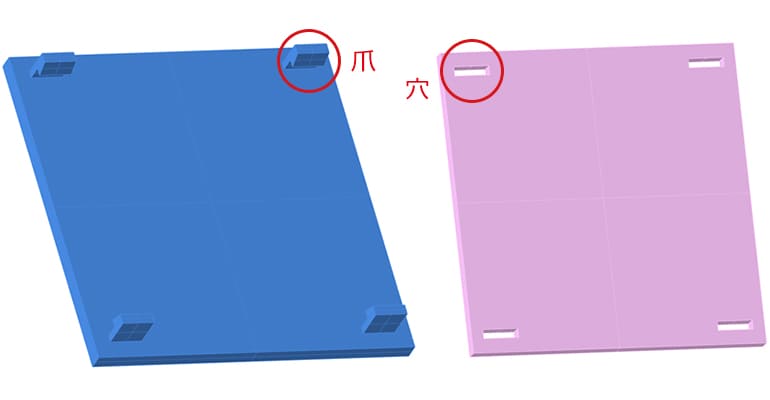
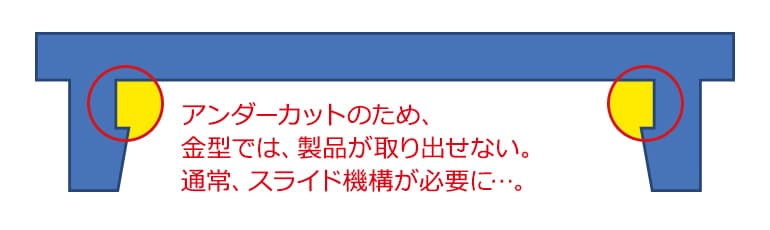
2つの部品を爪で固定する構造でも、爪の部分がアンダーカットになりやすいケースがあります。
この場合、爪の直上に穴を一つ設けることで、固定側の金型がその穴から入り込めるようになり、スライド機構を組み込まずに成形できる形に変えられることがあります。
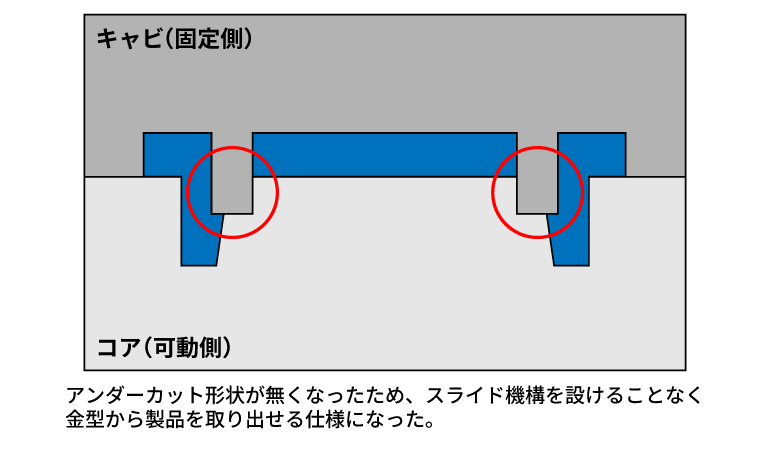
このように、製品形状にごくわずかな変更を加えるだけでスライド機構を一つ減らせれば、型費の削減や工期短縮につながります。相手部品との組み付けなど制約がある場合でも、金型メーカーに相談することで、こうした形状提案を受けられることがあります。
アンダーカットをなくせない場合の処理方法
形状や機能上の制約から、アンダーカットをどうしてもなくせない場合は、金型側で処理する必要があります。簡易金型でアンダーカットに対応する方法は、主に「無理抜き」「置き駒」「スライド」の3種類です。
無理抜きの仕組みと適用条件
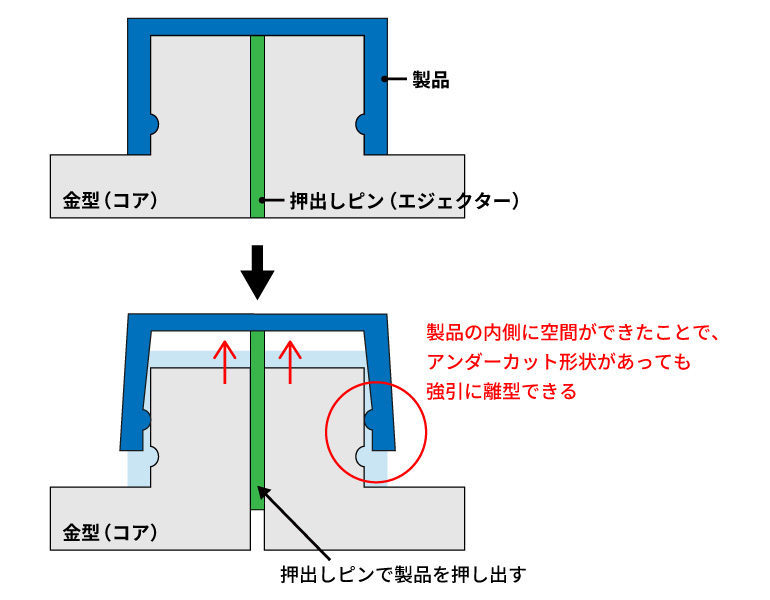
無理抜きは、スライドや置き駒のような機構を設けず、突き出しの力と樹脂の弾性を利用してアンダーカットを強引に抜き取る方法です。
スライドや置き駒のような追加機構が不要なため、3つの方法の中では最も低コストで対応できますが、適用できるのは小さなアンダーカットに限られます。
硬い材質やエッジが鋭い形状では、破損や白化のリスクが高まるため不向きです。PPのような柔軟性のある樹脂で、かつアンダーカットが小さい場合に検討される方法です。
また、強引に抜き取る性質上、製品が伸びたり、白化したり、金型にこすれてキズが付いたりする可能性があるため、精度・品質面でのリスクはスライドや置き駒に比べて高くなります。
スライド構造の仕組み
量産を見据えて成形単価を抑えたい場合に検討するのがスライドです。
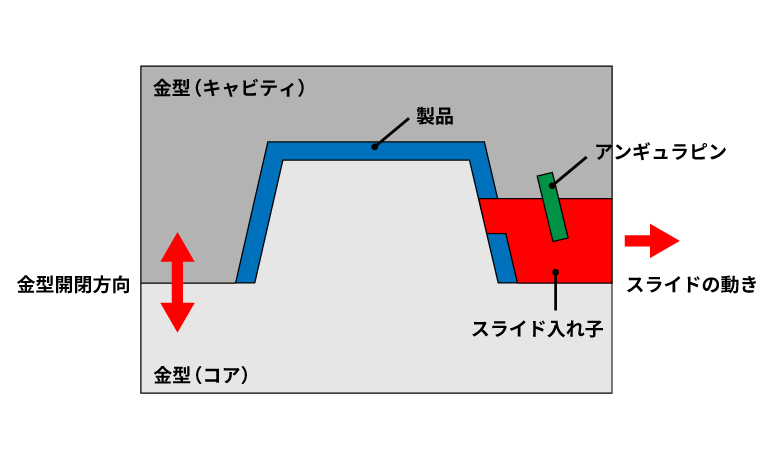
スライドは、アンダーカット部分を別の駒として分割し、型開きと連動して横や斜めに動かすことで干渉を避ける機構です。アンギュラピンと呼ばれる斜めのピンを使い、型が開く動きをスライドの動きに変換します。自動で駒が動くため、量産時の作業負担は少なくて済みます。
コスト面では、スライドを1個追加するごとに型費が数十万円単位で上がる傾向があります。ただし成形時は機構が自動で動くため、有人での作業が発生せず、成形単価は抑えられます。
スライド構造の詳しい仕組みについては、以下の記事をご参考ください。
>射出成形のスライド構造を解説|横スライドと傾斜スライドの使い分け
置き駒方式の仕組み
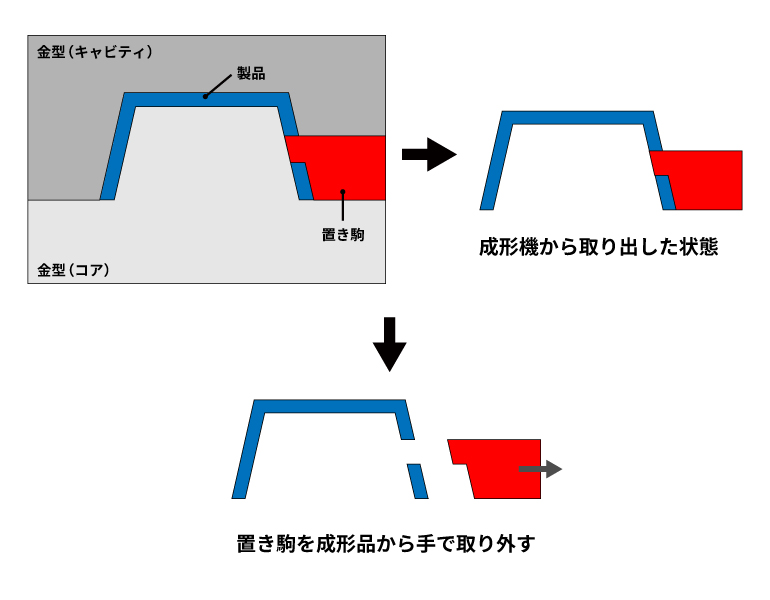
「無理抜き」「スライド」は成形品のみを離型するのに対し、置き駒は、アンダーカット部分をコアとして分割し、製品と駒を一緒に取り出した後、作業者が手作業で駒を外す方法です。
機構自体がシンプルなため型費を抑えやすい一方、成形ごとに人の手が必要になる点が特徴です。複雑な形状や試作・小ロットに合った方法といえます。
コスト面では、置き駒を1個追加する場合の金型費はスライドに比べて安く、数万円程度に収まることが多いです。ただし成形が有人作業になるため、成形単価はスライドより高くなる傾向があります。
対応方法ごとのコスト比較
無理抜きが使えない場合、最終的に置き駒とスライドのどちらを選ぶかは、数量によって判断が変わってきます。ここでは置き駒とスライドを例に、数量によってコストがどう変化するかを具体的に見ていきます。
スライドと置き駒で比較するコスト
一般的な傾向として、置き駒は型費が安く、成形単価が高めです。逆にスライドは型費が高く、成形単価は低めに抑えられます。
数量による型費と成形単価の逆転
ここで、成形機サイズ100t、置き駒の型費150万円+成形単価500円/個、スライドの型費170万円+成形単価300円/個というケースを例に、数量ごとの総コストを比較してみます。
|
数量 |
置き駒方式(型費+成形費) | スライド方式(型費+成形費) | コストが安い方法 |
| 100個 | 150万円+5万円=155万円 | 170万円+3万円=173万円 | 置き駒 |
| 1,000個 | 150万円+50万円=200万円 | 170万円+30万円=200万円 | 同額 |
| 2,000個 | 150万円+100万円=250万円 | 170万円+60万円=230万円 | スライド |
※成形単価は数量によらず固定して計算した参考値です。実際は数量に応じて変動します。
表のとおり、数量が少ないうちは置き駒の型費の安さが効いてくるものの、数量が増えるとスライドの成形単価の低さが徐々に効果を発揮し、ある数量を境に総コストが逆転します。試作・小ロットでは置き駒、量産を見据えるならスライドという判断軸が見えてきます。
なお、スライドは形状やサイズによって機構自体が物理的に成立しない場合があり、置き駒についても、メーカーによっては手作業に人員を割けないという理由でそもそも対応していないケースがあります。関東製作所では、置き駒・スライドのいずれにも対応可能です。
実際の方式選定は金型メーカー側の技術的な判断によるところが大きく、形状や数量によって最適な構成は変わります。
自由度で比較する3つの方法
簡易金型でアンダーカットに対応する際は、コストだけでなく自由度(形状への対応しやすさ)の違いも判断材料になります。
置き駒
置き駒は人の手で取り出す方式のため、複雑な形状のアンダーカットにも対応しやすく、自由度が高い方法といえます。スライドのような機構上の制約を受けにくいため、「スライド機構では成立しないが、手作業の置き駒ならできる」という形状にも柔軟に対応できます。
スライド
スライドはスライドさせる量(ストローク)に物理的な制限があり、金型内のスペースや他の部品との干渉によって、対応できるアンダーカットの大きさや形状に制約が出ることがあります。
一般的には、金型の開く量(幅)に合わせてスライド量が決まります。長孔のアンダーやネジなどは油圧やモーターの動力を使用してスライドを動かして、アンダーカットを処理します。
無理抜き
無理抜きは、樹脂の弾性を利用して引っ張り出すだけのシンプルな方法なので、対応できるのは小さなアンダーカットや柔軟性のある樹脂に限られ、形状面での自由度は高くありません。
つまり、形状が複雑で機構の取り回しが難しい製品ほど、置き駒の自由度の高さが活きてきます。逆に形状がシンプルで量産が前提であれば、スライドの制約は問題になりにくく、コストと精度のメリットを優先しやすくなります。
アンダーカット対応方法を選ぶ際のチェックポイント
最後に、自社の試作品にどの対応方法が適しているか判断するためのポイントを整理します。
試作・小ロットの場合の選び方
数量が少なく、形状の評価を優先したい試作段階では、型費を抑えられる置き駒方式が向いています。複雑な形状にも対応しやすく、初期コストを抑えながら検証を進められます。
量産前提の場合の選び方
将来的に数量が増える見込みがある場合は、初期費用が高くても成形単価の低いスライド方式を検討する価値があります。長期的な総コストで見れば、スライドの方が有利になる場面が多くなります。
アンダーカット形状の対応に迷ったら
ここまで紹介した処理方法は、いずれも一定の技術的な判断が必要になります。形状によってはスライド・置き駒・無理抜きのどれが最適か判断しづらいケースも少なくありません。
㈱関東製作所では、180t射出成形機用の簡易金型(カセット型)を60万円から、最短2週間で製作するサービスを提供しています。アンダーカットを含む形状の成立性や処理方法についても、設計段階からご相談いただけます。

まとめ
簡易金型のアンダーカット対策は、まずアンダーカットそのものをなくせないかを検討するのが最もコストを抑えられる選択肢です。それでもなくせない場合は、形状・材質・数量を踏まえて金型メーカーが最適な方法を選定します。
アンダーカットの処理方法に迷った際は、設計段階から知見のある金型メーカーへ早めに相談することをおすすめします。

