目次
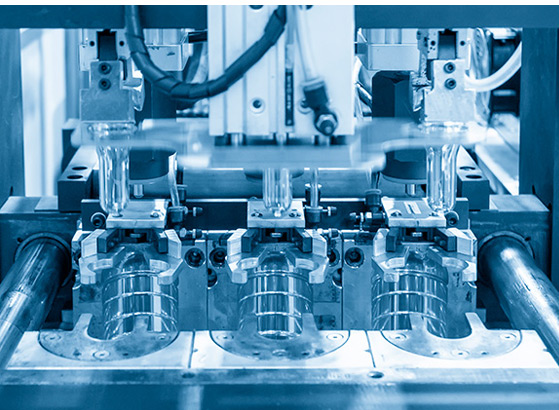
ブロー成形の成形方法を知る
ブロー成形のプロセスは大きく3つの工程があります。
[プロセス①] パリソンの押し出し
![[プロセス①] パリソンの押し出しのイラスト図](https://injection-lab.com/wp/wp-content/uploads/2022/03/blow-02.jpg)
ホッパーに入れたプラスチック材料がヒーターによって加熱溶融された後、押出スクリューの回転によってヘッド部分を経由してパイプ状(パリソン)に押し出されます。押し出されたパリソンが金型下部まで下がってきたら、金型を閉じます。
[プロセス②] 型締め・冷却
![[プロセス②] 型締め・冷却と[プロセス③] 型開き・製品取出のイラスト図](https://injection-lab.com/wp/wp-content/uploads/2022/03/blow-03.jpg)
そのあとブローピンから圧縮エアーを吹きつけます。その空気圧でパリソンが膨らまされ、金型の内側に貼り付くことで、金型の形状が転写される仕組みです。そのまま数十秒間待機させパリソンを冷やします。
[プロセス③] 型開き・製品取出
そのまま成形品を一定時間冷却し、固化された状態で金型を開き、製品を取り出します。
実際は取り出し後にバリと呼ばれる製品以外の部分を切り離し、切り離された箇所を綺麗に仕上げる工程が成形後に必要になります。
ブロー成形のメリットを知る
[メリット①] 金型費用が安価
ブロー成形金型は射出成形金型と比較して構造がシンプルなため、製作工期を短くでき、金型費用を比較的安価に抑えられます。容器のような中空製品であれば、射出金型で再現しようとした場合、4面の金型が必要になりますが、ブロー金型であれば2面の金型ですみます。
また部品点数も少なく、そのぶん設計や金型の組み立てに割く時間を短くできるのも、安価に抑えられる要因です。
[メリット②] 形状変更が比較的簡単にできる
若干の形状変更であれば、金型2面のうち1面のみを切削加工機で切削すれば改修作業は完了します。また金型構造上、精度の制約が射出に比べて少ない為、金型の改造作業は容易です。

ブロー成形のデメリットを知る
[デメリット①] 形状の制約がある
成形方法が吹き込んだ空気の圧力で成形しますので、射出成形と比較すると製品形状の制約が多くなります。形状でエッジの多い製品やカーブの丸みが小さいもの、急激に尖った形状は苦手です。
これらの形状は、金型内で樹脂(パリソン)がまわりにくく、肉厚が薄くなったりして成形不良をおこす原因にもなります。
[デメリット②] 肉厚のコントロールが困難
空気の圧力で樹脂材(パリソン)を金型に押し付けるので、圧をかける前から金型に触れている面の精度は比較的出やすいですが、金型に触れていない面の形状はコントロールが難しく、特に精度が悪くなりやすいです。
同じ理由から、樹脂の厚みも狙った通りにいかないケースが多いです。
またドローダウンと呼ばれる溶融した樹脂が重力方向に垂れ下がる現象が発生することがあります。この現象は、溶融樹脂の粘度が低い場合などに発生しやすく、成形品の上部と下部で厚みが不均一となる「偏肉」の原因となります。
この偏肉を防止するためには、樹脂の粘度や注入する空気圧の調整などが必要です。
ブロー成形金型の製作に60年以上の実績
このようにブロー成形とは、主に中身が空洞になっているプラスチック製品を生産するにはうってつけの成形方法です。
使用する金型は射出金型と比べ構造がシンプルなので、製作工期を短くでき、また改修の際も容易な作業の場合が多く、金型にかかる費用を安価に抑えられます。
しかし射出成形ほど製品形状の再現性が高くなく、製品に対して精度や意匠面の美しさを要求できないため、成形方法としてセレクトする際は、専門家の意見をよく取り入れることをお勧めします。
弊社関東製作所は、ブロー成形金型製作において60年以上に及ぶ豊かな経験があり、ブロー金型製作においては国内トップレベルのシェアを誇ります。
プラスチック製品開発の際には、射出成形やブロー成形、その他の工法を含めた最適な工法提案が可能です。

『関東製作所の詳細情報』と『国内外の拠点一覧』は以下よりご覧いただけます
> プラスチック製品開発のベストパートナー『株式会社関東製作所』 製造業界に高い技術力とソリューション提案を!

