
目次
プラスチック加工とは?大きく分けて3つの分類がある
プラスチック加工の種類は多岐にわたりますが、まずは大きく3つに分類して理解することが、最適な工法を選ぶ第一歩です。
除去加工|ブロック材から削り出す高精度な手法
除去加工(切削加工など)は、「1個〜50個程度の試作」や「高精度な部品」を作る場合に選ぶべき加工法です。
最大の理由は、金型(イニシャルコスト)が不要で、データさえあればすぐに加工を始められるため、初期投資とリードタイムを最小限に抑えられるからです。マシニング加工や旋盤加工がこれに当たります。例えば、開発初期の形状確認モデルや、半導体製造装置に使われるような公差±0.01mmが求められる一点物の部品製作に最適です。
数量が少なく、精度優先の場合は迷わず切削加工を選びましょう。ただし、数量が増えるとコストメリットが出なくなる点には注意が必要です。
塑性加工|型を使って量産する
塑性加工(射出成形など)は、「数百個以上の量産」や「複雑な3次元形状」を作る場合に必須となる加工法です。
金型製作という初期投資はかかりますが、一度作ってしまえば「溶かして固める」工程を高速で繰り返せるため、1個あたりの単価(ランニングコスト)が劇的に安くなるからです。
家電製品のカバーや自動車の内装部品などが代表例です。特に、切削では刃物が入らないような「中空形状」や「自由曲面」も、金型なら容易に再現できます。
「ある程度の数量が見込める」場合や「形状が複雑」な場合は、成形加工への切り替えを検討するタイミングと言えます。
付加・接合加工|材料を積み上げる・繋げる
付加加工(3Dプリンターなど)は、「デザイン検討」や「切削すら不可能な複雑形状」を作るための手段です。
金型も刃物も使わず、データを直接立体化できるため、形状の制約がほぼない点が特徴です。内部に複雑な流路がある部品や、意匠確認のためのモックアップ製作に使われます。ただし、専用材料(ライク材)を使用するケースが多いため、量産品と同じ強度や耐熱性を保証するのは難しい場合があります。
あくまで「形状確認」や「超複雑形状の試作」としての利用に留め、機能評価や量産には他の工法を検討するのが定石です。
【比較表】プラスチック加工の種類の選び方|コスト・数量・納期で判断する
調達担当者が最も頭を悩ませる「どの工法で発注すべきか」という問いに対して、明確な基準を提示します。
【加工法別 比較マトリクス】
| 項目 | 切削加工 | 3Dプリンター | 射出成形(簡易金型) | 射出成形(量産金型) |
| 適正数量 | 1〜50個 | 1〜10個 | 100〜3,000個 | 3,000個〜 |
| 初期費用 | 不要 | 不要 | 安い(カセット式など) | 高い |
| 製品単価 | 高い | 高い | 安い | 最安 |
| 材料 | 豊富 | 専用材 | 本番材(PP, ABS等) | 本番材 |
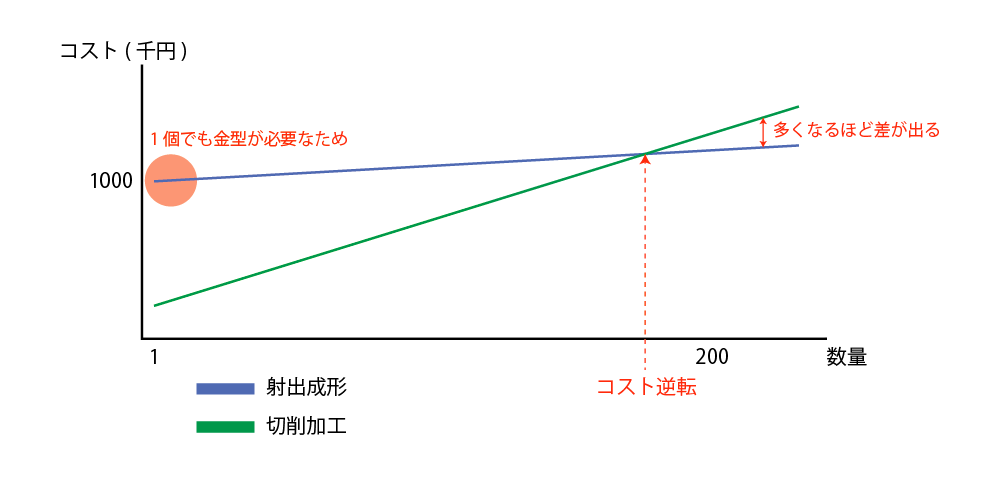
損益分岐点はどこ?「切削」vs「射出成形」のコスト比較
コストダウンの分岐点は、ズバリ「総製作数 50個〜200個」にあります。ここを超えたら、「簡易金型」などの型を製作して、射出成形を行う方が安くなる可能性が高いです。
小物のプラスチック製品を製作する場合、切削加工では、金型のような高額な初期費用が不要ですが、樹脂ブロックを1個ずつ削っていくため、加工単価として数千~数万円かかります。数が増えても加工時間が短縮されないため、仮に100個製作しても単価が大幅に安くなることはありません。
射出成形のような型を使用する工法は、金型を製作する初期費用で数十万円~数百万かかりますが、製品単価が数十円~数百円と安いため、数が多いほど、金型の償却コストが薄まり、安価に製品の製作が可能です。
例えば、単価7,000円の切削部品を200個作る場合、総額は140万円です。
一方、簡易金型(仮に型費100万円、成形単価500円)で作る場合、総額は110万円となります。この時点で30万円のコストダウンになり、さらに追加発注があれば差は広がる一方です。
「今回はとりあえず切削で」と安易に決める前に、トータル数量を確認してください。50~200個を超えるなら、金型を起こした方がコストも品質も有利になります。
【切削加工のコスト要因】
形状の複雑さによってコストが上がるのはイメージしやすいですが、見落としがちなのが「製品の深さ」です。仮にシンプルな箱形状でも深さのある製品であれば、切削で削る量が多くなるので、コストが高くなります。コストダウンするには、「切削+貼り合わせ」の選択肢を選ぶ必要があります。ただし、貼り合わせによって強度が低下するので、その点も含めて検討が必要です。

精度と材質で選ぶ|本番材での評価なら「簡易金型」一択
製品と同じ材料(本番材)で試験や評価を行いたいなら、3Dプリンターや切削加工(ブロック材)ではなく、射出成形(簡易金型)を選ぶべきです。
3Dプリンターの材料はあくまで「似た性質の材料」であり、切削加工用のブロック材も射出成形用のペレットとは分子配向や物性が微妙に異なるからです。量産時と同じ条件でリスクを洗い出すには、同じ工法(成形)である必要があります。
ガラス繊維入りの強化樹脂などを使った機能部品の試作において、簡易金型はその真価を発揮します。強化繊維の配向によって、強度が異なりますし、配向によって発生する不具合(反りなど)もあります。試作だからこそ、量産と同じ品質で検証する。それが手戻りを防ぎ、結果的に開発コストを下げる近道です。
代表的なプラスチック加工方法の種類と特徴
ここでは、特に調達担当者に知っていただきたい「射出成形(特に簡易金型)」を中心に、各工法の特徴を深掘りします。
切削加工(マシニング・旋盤)
高精度な一点物を作るなら切削加工です。コンピュータ制御(NC)により、ミクロン単位の精度が出せるからです。
金型のキャビティ・コア自体の加工や、高精度な治具製作には欠かせません。しかし、角穴(四角い穴)があけられない等の形状制約があります。精度最優先の場合は切削ですが、コスト高になる点は覚悟が必要です。
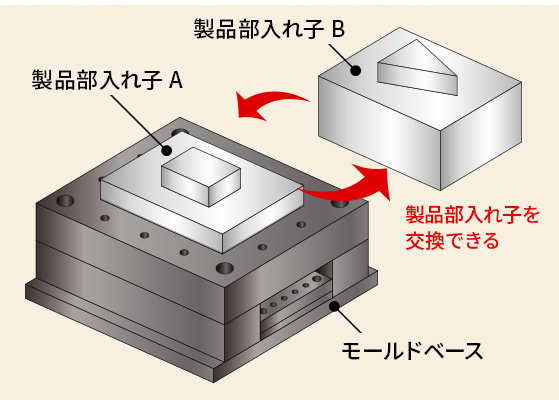
簡易金型による射出成形
小ロット量産において最強の選択肢となるのが、アルミ材やカセット式を用いた「簡易金型」です。
一般的な鋼材(鉄)の金型に比べて加工しやすく、製作期間と費用を大幅に短縮できるからです。また、ベース部分を共通化する「カセット方式」を採用すれば、必要なのは製品部分の駒(キャビティ・コア)だけで済み、さらに安価になります。
当社の「カセット型」サービスでは、通常の金型製作と比較して初期費用を最大50%削減、納期を最短2週間まで短縮可能です。それでいて、成形品自体のクオリティは量産金型と遜色ありません。「試作と量産の間」を埋めるソリューションとして、簡易金型は非常に有効です。
3Dプリンター(積層造形)
あくまで「形状確認」のためのツールと割り切るのが賢明です。技術は進歩していますが、表面の粗さ、寸法精度のバラつき、強度の低さは成形品に及びません。
デザインレビューや、嵌合(はめあい)の簡易チェックには最適ですが、耐久試験に使うとすぐに破損する恐れがあります。用途を限定して活用し、機能評価段階では簡易金型へ移行するのがスムーズな開発フローです。
調達担当者が知っておくべき「工法転換」と見積もりのコツ
賢い調達担当者は、開発フェーズに合わせて「工法を切り替える(工法転換)」タイミングを見逃しません。
切削加工から射出成形へ切り替えるタイミング
「切削の方が金型代がかからないから安い」という思い込みは危険です。前述の通り、百個〜数百個の段階で、コストの逆転現象が起きるからです。
また、切削加工では加工時間を短縮するために「アール(角の丸み)」を大きく取るなどの制約がありますが、成形なら設計者が本来意図した通りのシャープな形状や、薄肉軽量化構造(リブ設計)を実現できます。見積もりを取る際は、「現状は切削加工だが、射出成形(簡易金型)にしたらいくらになるか?」という比較見積もりを依頼することを強くお勧めします。
後加工まで一貫対応できるメーカーを選ぶメリット
加工会社を選ぶ際は、「成形後の二次加工まで社内で完結できるか」を確認してください。
成形、塗装、組立を別々の会社に発注すると、輸送費(横持ちコスト)がかさむだけでなく、不良発生時の責任の所在が曖昧になるからです。当社では、簡易金型による成形はもちろん、その後の塗装、組立までを一貫して請け負う体制を整えています。これにより、トータルのリードタイム短縮と品質保証を実現しています。「モノを作って終わり」ではなく、「完成品として使える状態で納品される」ことが、調達担当者様の管理工数削減に直結します。
まとめ
プラスチック加工の工法選定において、「数量」は重要な判断基準ですが、それだけで決めてしまうのは危険です。実際には「材質(目的)」や「形状」の組み合わせによって、最適解が逆転するケースがあるからです。
数量のセオリー(小ロット=切削、量産=成形)だけで判断すると、「本来は切削で済む単純形状なのに金型を作ってしまった」あるいは「量産材のスペックが必要なのに、3Dプリンターで作ってしまい評価試験に落ちた」といった失敗が起こり得るからです。
例えば、以下のようなケースでは、一般的な「数量のセオリー」とは異なる選択が必要です。
- 材質・目的の要因:
「特定のグレードのガラス入り樹脂で、耐熱・強度試験をしたい」という場合。
→ たとえ数量が数十個であっても、切削用素材(ブロック)や3Dプリンターではその材料特性を再現できないため、「簡易金型による射出成形」が必須となります。 - 形状の要因:
「板厚5mmの単純な平板形状の部品が200個欲しい」という場合。
→ 通常200個なら成形が有利なゾーンですが、形状が単純であれば切削の加工時間が極端に短くなるため、金型費をかけるよりも「切削加工(マシニング)」の方がトータルコストが安くなるケースがあります。
このように、プラスチック加工の最適解は「数量 × 形状 × 材質」の掛け合わせで決まります。
しかし、これを図面段階ですべて自社で判断するのは容易ではありません。だからこそ、特定の工法しか持たない加工業者ではなく、「切削・成形・簡易金型」のすべてに精通し、フラットな目線で提案できるメーカーに相談することが、失敗しないための最短ルートです。
「この形状と数量なら、どの工法が一番安くて確実か?」
迷われた際は、ぜひ当社の技術相談窓口をご利用ください。貴社のプロジェクトにとってベストな工法を、根拠を持ってご提案いたします。

