射出成形とは、複雑な形状・流麗な意匠面の再現性が高く
大量生産を得意とする最もメジャーなプラスチック成形工法。

プラスチック成形には数多くの工法が存在します。
圧縮成形、ブロー成形、インフレーション成形、エンゲル成形法、押出成形、真空成形、発泡成形……。このように数あるプラスチック成形工法の一つとして「射出成形」があります。
射出成形の工法はシンプルで、金型内に加熱溶融させたプラスチックを高圧で金型内に射出して成形する工法になります。また他工法と比べ、市場でのシェア率は非常に高く、私たちの身の回りにあるプラスチック製品のほとんどは、この射出成形という工法で作られています。
射出成形方法をより深く知りたい方は
「一から学ぶ射出成形」無料ダウンロード
射出成形の成形方法を知る
射出成形を行うには、『射出成形機』という機械を使用します。
射出成形機は射出(樹脂を発射する)装置と型締め(金型を締める)装置から構成されています。機械内部で、①樹脂を溶かし、②金型に流し込み、③高い圧力をかけて製品を作る。「溶かす」「充填する」「固める」の3工程が基本となっています。
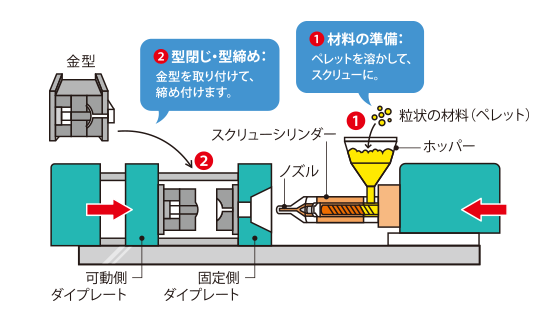
【1】樹脂を溶かす
①ポッパー部分に素材(ペレット)を入れます。
シリンダー内部ではスクリューが回転しており、その動きにより、投入された樹脂材が先端部分へ運ばれます。スクリューにはヒーターが稼働しており、運ばれる過程で徐々に樹脂材が溶けていく仕組みです。結果、射出装置先端に溶けた樹脂材が溜まります。
②型締め装置には、金型を取り付けます。装置の可動側には雄の金型、固定側には雌の金型を取り付け、閉じて締め付けます。
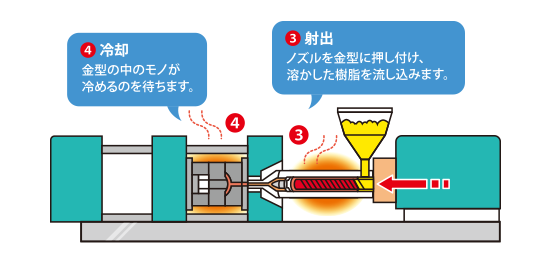
【2】金型に流し込み
③シリンダーの先端のノズルを金型に押し付け、溶けた樹脂を流し込みます。(射出の際に高い圧力が型にかかる為、金型が開かないよう強い締め付けが必要となります)
④保圧しつつ金型内部を冷やし、樹脂が固まるのを待ちます。
参考に、金型を冷やす時間は約8秒ほど。その8秒間で約200度から70度まで冷やします。
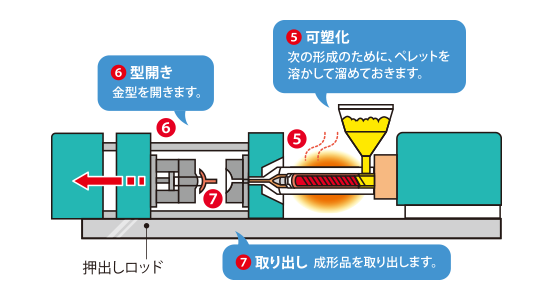
【3】高い圧力をかけて製品を作る
⑤成形サイクルを円滑に進めるため、次の成形用のペレットを溶かして準備しておきます。
⑥金型が十分に冷え、プラスチック製品が十分に固まったら金型を開きます。
⑦完成したプラスチック製品を取り出します。
このような流れで成形品が量産されていき、成形品のサイズやデザインなどによってかかる時間は異なりますが、1サイクルがおおよそ30~50秒ほどです。
射出成形方法をより深く知りたい方は
射出成形ラボが教える「一から学ぶ射出成形」無料ダウンロード
射出成形のメリットを知る

【メリット①】高品質な製品を生産できる
金型さえ作ってしまえば、ある程度の複雑な形状や微細な製品も生み出すことが可能です。
成形機上で、閉じられた金型の中に高圧力で溶けた樹脂を注入するので、金型の転写性が非常に高いのが特徴です。そのため、金型製作時に型の表面を磨き上げることで、プラスチック製品の意匠面の美しさも十分に再現できます。外装品など、意匠面の美しさを要求される製品には最適な成形方法と言えるでしょう。また、形状や条件にもよりますが不良発生率が他の工法と比較して一般的に少ないと言われています。
【メリット②】ロット生産から大量生産まで幅広く対応可能
比較的生産量の制約はありませんが、特に量産の場合に大きなメリットがあります。前述した通り、サイズやデザインなどによって異なりますが、成形する1サイクルがおおよそ30~50秒ほどのため、短期間で非常に多くの生産量を誇ります。
また、一般的に射出成形での生涯ショット数は、定期的に金型メンテナンスを行った場合、約100万ショットと言われております。
さらに、1つの金型内で同じ形状2個の製品を成形できる金型(2個取り・セット取り)の場合、単純に200万個ほど生産が可能です。

【メリット③】小型から大型製品まで幅広く対応可能
ツマミ・スイッチのような小型部品から、車のスポイラーなどの大型部品まで幅広く対応できます。
要求するサイズの成形に対応できるかは、成形メーカーの保有する射出成形機のサイズで決まります。小物や大物どちらかに特化して成形機を稼働させているメーカーが多いですが、関東製作所では180t~1,800tクラスの成形機を取り揃えており、ある程度のサイズの製品は十分カバーできます。

【メリット④】成形品の後加工が少ない
射出成形で作られた製品は、基本的に成形後のゲート部(樹脂を注入する入り口部分)をカット処理を行うだけで完成の場合が多いです。
例えば樹脂の内部にエアを送り込んで成形するブロー成型などは、穴をあけたり、不要なバリを切り取ったりなど、成形後に追加の加工が必要になりますが、射出成形はその必要はほぼありません。これも、射出成形が量産に向いている要因と言えます。
このように射出成形とは、数多くのメリットと対応範囲の広さから、プラスチック成形の中で最もメジャーな工法になっています。
成形方法の特異性により超大量生産ができ、複雑な形状・非常に流麗な意匠面も再現できてしまう非常に優れた製造技術と言えるでしょう。
射出成形ラボが教える
一から学ぶ射出成形
射出成形を中心としたプラスチック成形に関して幅広い情報をまとめた資料になります。
お電話でのお問い合わせ先
射出成形ラボ運営組織:株式会社関東製作所 マーケティング課(名古屋支店)〒452-0821 愛知県名古屋市西区上小田井2-116
お問い合わせ先番号
お電話での受付時間
10:00 - 18:00